токарная обработка на швейцарском станке
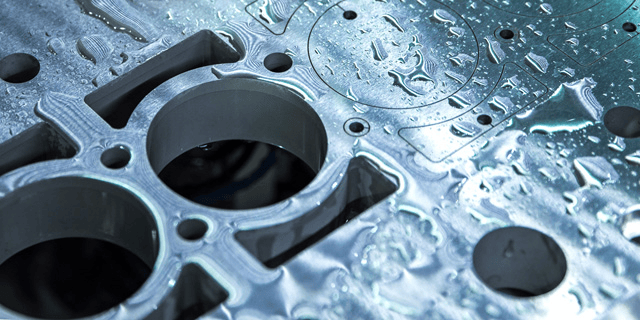
Обработка на швейцарском токарном станке представляет собой революционный подход к точному производству, который изменил способ, посредством которого отрасли изготавливают небольшие, сложные компоненты. Эта специализированная технология обработки использует швейцарские автоматические токарные станки, также известные как станки с подвижным шпиндельным узлом, которые отличаются уникальной конструкцией, при которой заготовка перемещается через направляющую втулку, в то время как режущие инструменты остаются неподвижными. Процесс обработки на швейцарском токарном станке превосходно подходит для создания сложных деталей с исключительной точностью и высоким качеством поверхности. Основная функция швейцарских токарных станков заключается в их способности обрабатывать длинные, тонкие детали, сохраняя жесткие допуски по всей длине компонента. Эта возможность обусловлена системой направляющей втулки, которая поддерживает заготовку вблизи зоны резания, минимизируя прогиб и вибрацию, которые обычно возникают при работе традиционных токарных станков. Технические особенности швейцарской токарной обработки включают несколько синхронизированных шпинделей, возможность использования приводного инструмирования и операции вторичного шпинделя, что позволяет выполнить полную обработку детали в одной установке. Современные швейцарские токарные центры оснащены передовыми системами ЧПУ, которые с высокой точностью координируют сложные многокоординатные движения. Конструкция с подвижным шпиндельным узлом позволяет непрерывную подачу материала, в то время как направляющая втулка обеспечивает постоянную поддержку заготовки, гарантируя точность размеров даже для деталей с высоким соотношением длины к диаметру. Области применения швейцарской токарной обработки охватывают множество отраслей, включая производство медицинских устройств, аэрокосмические компоненты, прецизионные автомобильные детали, электронику, телекоммуникации и часовое производство. Эта технология особенно ценна для производства винтов, штифтов, разъёмов, валов и других цилиндрических деталей, требующих жестких допусков и превосходной отделки поверхности. Многофункциональность швейцарской токарной обработки позволяет производителям работать с различными материалами, включая нержавеющую сталь, титан, алюминий, латунь и экзотические сплавы, что делает её незаменимой технологией в современных операциях прецизионного производства.