Svejtsisk precisionsbearbetning - specialiserad på högprecisionsväxling och fräsning av axeldelar med en diameter mindre än Φ 32 mm
- Översikt
- Relaterade produkter
1. Kärntjänstfördelar
Precis formkontroll för axlar med liten diameter, krossar flaskhalsen i mikrostorleksbearbetning
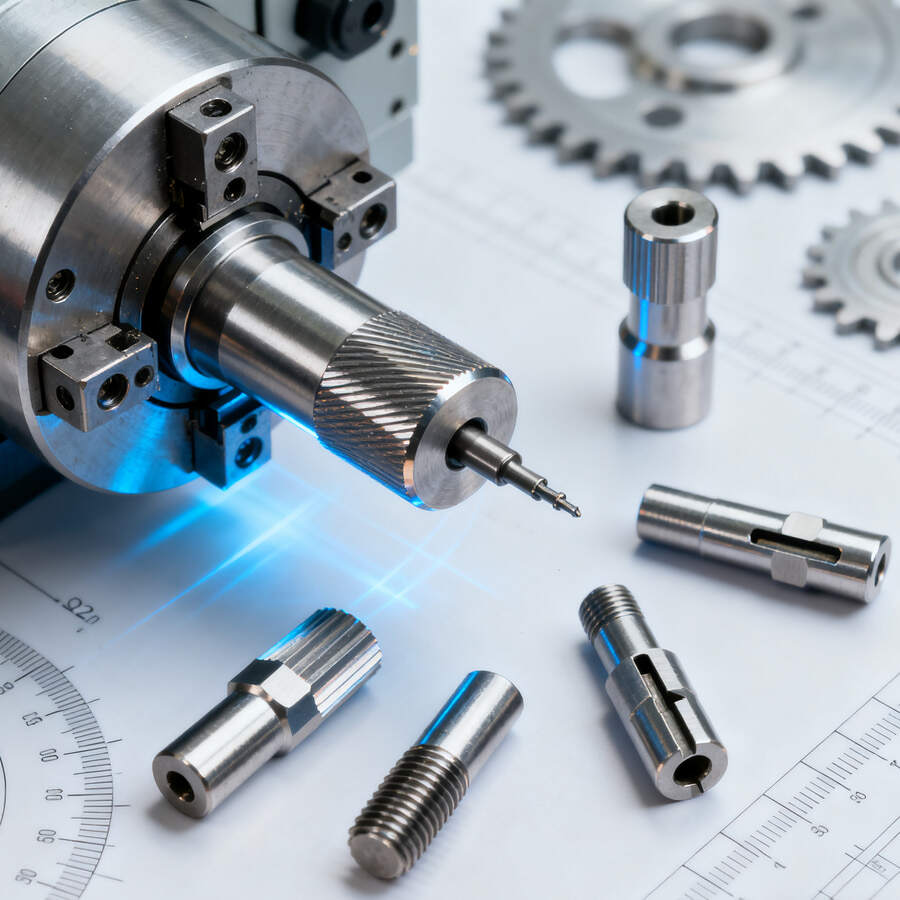
Den bygger på den unika strukturen "guide sleeve support + spindle linkage" i schweizisk bearbetning, och uppnås genom integrerad bearbetning av vridning och fräsning för smala axlar och mikroväxtdelar med en diameter av ≤ Φ 32 mm (minsta bearbetningskapacitet Φ 0,5 mm Toleranstoleransen för diameter kan stabilt styras inom ± 0,001 mm, rundhet ≤ 0,0008 mm och ytrålighet kan nå Ra ≤ 0,2 μ m, vilket perfekt löser problemen med små diameterar som är benägna att vibrera och stora avvikelser i traditionell bearbetning. Det är lämpligt för medicinska, elektroniska och andra scenarier som kräver extremt hög mikroprecision.
Effektiv integration av vridning och fräsning, minskning av processkostnader och effektivisering
För sammansatta strukturer såsom fåror, hål, gängor, avkantningar etc. i axeldelar krävs ingen flerfaldig spänning. Genom kopplingen av 'huvudspindel+auxiliärspindel+flerstationers fräsmodul' på centrummaskinen av schweizertyp kan processerna svarvning av yttercirkel, fräsning av nyckelhålsfåror, borrning och gängning utföras i ett enda arbetssteg, vilket minskar antalet processer med över 50 % och förkortar bearbetningscykeln med 35–45 % jämfört med traditionella svarv. Samtidigt undviks ackumulerade fel orsakade av flerfaldig positionering och det säkerställs att koaxialitet (≤ 0,002 mm), vinkelrätthet (≤ 0,003 mm) och andra viktiga positionstoleranser för axeldelar uppfyller standarderna.
Bredd materialkompatibilitet, balans mellan bearbetning av metaller och specialmaterial
Metallmaterial: anpassade skärparametrar för vanliga axelmaterial som rostfritt stål (304/316), titanlegering (TC4), kopparlegering (H62), aluminiumlegering (6061-T6) etc. - bearbetning av rostfritt stål är utrustad med ett högtryckskylsystem (tryck 80 bar) och anti-slevklingor, medan bearbetning av titanlegering använder lågtemperaturskärningsteknik för att minska termisk deformation och säkerställa bearbetningsstabilitet för axlar med en diameter av ≤ Φ 32 mm;
Specialmaterial: stödjer bearbetning av konstruktionplastaxlar såsom PEEK och POM. Genom flexibla fixturer och låg hastighet fräsprocesser, undviks smältning och deformation av plastaxlar på grund av höga temperaturer, vilket möter kraven på elektroniska isoleringsdelar och lätta medicinska komponenter.
Kontroll av batchkonsistens säkerställer stabil kvalitet på små och mikro axlar
Upprätta ett fullständigt system för processkvalitetskontroll för "råvarubearbetningstestning": verifiera materialdiameterns avvikelse före bearbetning (säkerställ att råvarans diameters svängning är ≤ 0,005 mm); verkställ realtidskompensation för verktygs slitage genom CNC-systemet under bearbetningen (automatisk kalibrering av verktygsposition för varje 100:e bearbetad del); efter bearbetningen utförs en 100 % fullständig kontroll av axeldiametern, hålighetsdjupet och trådgångens precision med hjälp av en laserdön (med en noggrannhet på ± 0,0005 mm) och ett verktygsmikroskop. Inspelningsrapporten sparas för varje batch för att säkerställa enhetlighet vid massproduktion.
2. Kärrområden för användning
Medicinsk utrustning
Skräddarsydda medicinska kateterskaft med diametrar från Φ 1 till Φ 8 mm (tillverkade av rostfritt stål/titanlegeringsmaterial, slät och fritt från påsar), kirurgiska instrumentskaft (såsom biopsinålskärnorskaft med diametrar från Φ 0,8 till Φ 3 mm) samt diagnostiska instrumenters mikroskaft (såsom blodsockermätardetektorers skafter med diametrar från Φ 2 till Φ 5 mm), med bearbetningsprecision enligt medicinsk klass ISO 13485-standarder, vilket säkerställer säker användning av utrustningen.
Inom elektronik och kopplingsdon
Tillverka kontaktpinnar med en diameter på Φ 0,5-Φ 6 mm (tillverkade av kopparlegeringsmaterial, med en svarvningssprecision på ± 0,001 mm), sensorkopplingsaxlar (tillverkade av aluminiumlegeringsmaterial, med en fräsningspositioneringsås med precision ± 0,002 mm) samt mikromotoraxlar (med en diameter på Φ 3-Φ 12 mm och koncentricitet ≤ 0,002 mm) för att möta kraven på miniatyrisering och hög integrering inom konsumentelektronik och industriell styrelektronik.
Inom området för bilkomponentprecision
Bearbetning av ventilstiftaxel till fordonsbränsleinsprutningssystem (tillverkad av rostfritt stål med hög slitstyrka) med en diameter på 5-Φ 25 mm, transaxel mikrogearstift (diameter 8-Φ 15 mm, tändernas fräsningsprecision klass 6) samt automatisk körningsradarjusteringsaxel (tillverkad av aluminiumlegering med diameter 6-Φ 10 mm) för att möta kraven på hög hållfasthet och tillförlitlighet för bilkomponenter.
Inom flyg- och rymdmikrokomponentområdet
Anpassa instrumentpekareaxlar för luftfart (tillverkade av titanlegering, lättvikt) med diametrar mellan 3 och 18 mm, mikrotransmissionsaxlar för satellitkommunikationsutrustning (tillverkade av rostfritt stål, korrosionsbeständiga) samt drönarmotoraxlar (med diametrar mellan 8 och 22 mm, hög stabilitet vid höga hastigheter) för att möta dubbla krav på precision och hållfasthet för små och mikroaxlar inom flyg- och rymdindustrin.
Fältet för precisionsinstrument
Tillverka fokuseringsaxlar för optiska instrument (tillverkade av mässing med ytjämnhet Ra ≤ 0,1 μm) med diametrar mellan 2 och 10 mm, kalibreringsaxlar för mätutrustning (såsom mikrometers mätaxlar med diametrar mellan 4 och 8 mm och en noggrannhet på ±0,0008 mm) samt klockverksaxlar (med diametrar mellan 1 och 3 mm och märkningshålnoggrannhet ±0,001 mm) för att säkerställa mätprecision för precisionsinstrument.
3. Kärntekniskt stöd
Schweizisk högprecisionsgångmaskinutrustning
Vi använder högkvalitativa schweiztyp-lekmaskiner såsom Star SV-32 från Schweiz och Tornos Delta 32 från Japan. Utrustningen har en maximal spindelhastighet på 15000 varv/min och är utrustad med 8-12 stations fräsverktyg. Den stöder koppling av X/Y/Z/C-axlar och kan uppnå synkron bearbetning av svarvning, fräsning, borrning och gängning för axlar med en diameter av ≤ Φ 32 mm, med en positioneringsnoggrannhet på ± 0,0005 mm.
Högkvalitativa CNC-system och programmeringsteknik
Utrustad med Fanuc 31i-B och Siemens 828D CNC-system stöder den makroprogrammering och simulering av komplexa bearbetningsbanor. Den kan automatiskt optimera skärparametrar (såsom matning och hastighet) för axelformade håligheter, varierande diametrar och andra strukturer; Utrustad med specialiserad CAM-programvara (såsom GibbsCAM) kan den snabbt generera svarv- och fräskombinerade bearbetningsbanor för axlar med en diameter av ≤ Φ 32 mm, vilket minskar programmeringstiden med 30%.
Mikro-specialiserade skärverktyg och fixturer
Skärverktyg: Använder japanska Kyocera och schweiziska Sandvik mikroskärverktyg - minsta skärkantsradie för svarvverktyget är 0,01 mm (lämplig för bearbetning av fina axlar med Φ 0,5 mm), minsta diameter för fräsverktyg är 0,3 mm (lämplig för mikrofåra bearbetning), verktygsbeläggningen är TiAlN (titaniumaluminiumnitrid), och slitagebeständigheten förbättras med 40%;
Fixtur: Utrustad med anpassade styrsleeves (innendiameter tolerans ± 0,0005 mm) och elastiska spännsatser, speciella fixturer byts ut för axlar med olika diameter (t.ex. Φ 2 mm, Φ 5 mm, Φ 10 mm) för att säkerställa att axlarna inte förskjuts eller skakar under bearbetningen.
Digital Produktionshantering
Introduktion av MES-produktionsexekveringssystem för att uppnå fullständig processdigital spårbarhet för order: När kunder lägger beställningar för axlar med en diameter av ≤ Φ 32 mm matchar systemet automatiskt utrustning, skärverktyg och processparametrar; Insamling av utrustningens driftdata i realtid under bearbetningen (t.ex. spindellast, bearbetningsprecision); Kunder kan följa orderstatus och ladda ner inspektionsrapporter via sina mobila enheter för att uppnå "transparent" produktion.
4. Vanliga frågor (FAQ)
Fråga: Vad är den minsta diametern för bearbetbara axlar? Kan den gå under diametern 0,5 mm?
A: Det konventionella minimala bearbetningsdiametern är Φ 0,5 mm. Om det är nödvändigt att bearbeta extra fina axlar med mindre diametrar (t.ex. Φ 0,3–Φ 0,4 mm) krävs särskilda mikroverktyg och teknik för att minska vibrationer. En 3D-modell kan tillhandahållas för att tekniska ingenjörer ska kunna utvärdera strukturens genomförbarhet och utveckla en plan (observera: axlar med diameter ≤ Φ 0,4 mm måste ha längd ≤ 20 mm för att undvika att gå av under bearbetning).
Q: Finns det någon skillnad i precision mellan vridning och fräsning? Vilket är det specifika precisionintervallet?
A: På grund av olika processkarakteristik föreligger små skillnader i precision: för svarvning (ytterdiameter, ändyta) är toleransen ± 0,001- ± 0,002 mm och rundheten är ≤ 0,0008 mm; för fräsning (får, nyckel, plan yta) är måtttoleransen ± 0,002- ± 0,003 mm och form- och läges toleranser (såsom parallellitet och symmetri) är ≤ 0,003 mm. Specifika precisionparametrar kan ytterligare optimeras beroende på delens användning.
Q: Vilken teknisk information krävs för att anpassa axeldelar med en diameter på ≤ Φ 32 mm?
A: Föreslå att lämna 2D tekniska ritningar (med anvisade diametertoleranser, längd, fårdjup, trådspecifikationer, krav på ytbehandling) eller 3D-modeller (STEP, IGS-format); om det finns särskilda monteringskrav för axlar (såsom clearance mot andra delar), kan ritningar över passande delar lämnas för att underlätta för ingenjörer att optimera bearbetningsprecision och undvika monteringsproblem.
Fråga: Finns det någon skillnad i maskineringstiden för axlar tillverkade av olika material? Hur lång tid tar det att leverera vanliga beställningar?
Svar: På grund av olika materialhårdhet kan bearbetningstiden variera: för koppar- och aluminiumlegeringsaxlar (lätt att bearbeta) kan små partier (1-100 delar) levereras inom 5-7 dagar; små partier av rostfria och titanlegeringsaxlar (svåra att bearbeta) kan levereras inom 7-10 dagar; stora partier (1000+ delar) kan produceras parallellt med flera maskiner för att förkorta tiden, och den exakta leveranstiden kan förhandlas.
Fråga: Kan vi erbjuda ytbehandlings tjänster för axeldelar? Vilka processer är tillgängliga?
A: Stödjer integrerade tjänster av "bearbetning + ytbehandling": Metallaxlar kan plätras (nickel, krom, guld), passiveras (rostfri ståls skydd mot rost), anodiseras (färgning av aluminiumlegeringar), sandblästras (matt yta); Plastaxlar kan väljas med silkscreen eller oljemålning, och alla ytbehandlingsprocesser uppfyller RoHS och REACH miljöstandarder för att möta behoven inom olika industrier.
| Bearbetning | CNC-bearbetningstjänster: CNC-fräsning, CNC-svarvning, laserbeskärning, borrning, böjning, dragning, trådskärning, stansning, EDM, 3-axlig, 4-axlig, 5-axlig bearbetning, svejsmaskinbearbetning; Komplett bearbetningstjänster: pulvermetallurgi, plåtproduktion, stansning, tryckgjutning, 3D-printning, injektering, snabba prototyper, formar, etc.; flerprocessbearbetning |
| Monteringslösningar | Fogning & sammanfogning, komponentmontering, fullständig montering, förpackning & märkning |
| Material | Aluminium: 2000-serien, 6000-serien, 7075, 5052 osv. |
| Rostfritt stål: sus303, sus304, ss316, ss316l, 17-4ph, etc. | |
| Stål: 1214l/1215/1045/4140/scm440/40crmo etc. | |
| Mässing: 260, c360, h59, h60, h62, h63, h65, h68, h70, brons, koppar | |
| Plast: acetal/pom/pa/nylon/pc/pmma/pvc/pu/akryl/abs/ptfe/peek etc. | |
| Precisionstolerans | ±0,001 mm ~ ±0,005 mm Vissa produkter kan uppfylla kundens specifika krav. |
| Ytoroughness | Min ra 0,1 till 3,2 |
| Ytbehandling | Anodisering, kulblästring, silkscreen, PVD-beklädnad, zink/nickel/krom/titan-beklädnad, pensel, målning, pulverlackering |
| Belagt, Strålslipning, Passivering, Elektrofores, Elektropolering, Räffling, Laserskärning/ätning/gravyr etc. | |
| Produktionsvolym | Låg till medelvolym, prototyp och serieproduktion |
| Bearbetningsmetod | Skräddarsytt enligt medföljande CAD-ritningar |
| Leveranstid | Kort ledtid, vanligtvis 1-4 veckor |
| Kvalitetskontroll | Strikt kvalitetssäkring och inspektionsprocesser |
| Förpackning | Säker förpackning för att förhindra skador under transporten |
| Certifikat | ISO9001,AS9100D,ISO45001,ISO14001,ROSH,CE etc. |
| 1-styck Minsta Beställning | Möjlighet att lämna prov innan massproduktion |