Femaxlig CNC-precisionsbearbetning - dedikerad till integrerad tillverkning av komplexa ytor och oregelbundna strukturdelar
- Översikt
- Relaterade produkter
1. Kärntjänstfördelar
Exakt formgivning av komplexa ytor, bryter dimensionella begränsningar i bearbetning
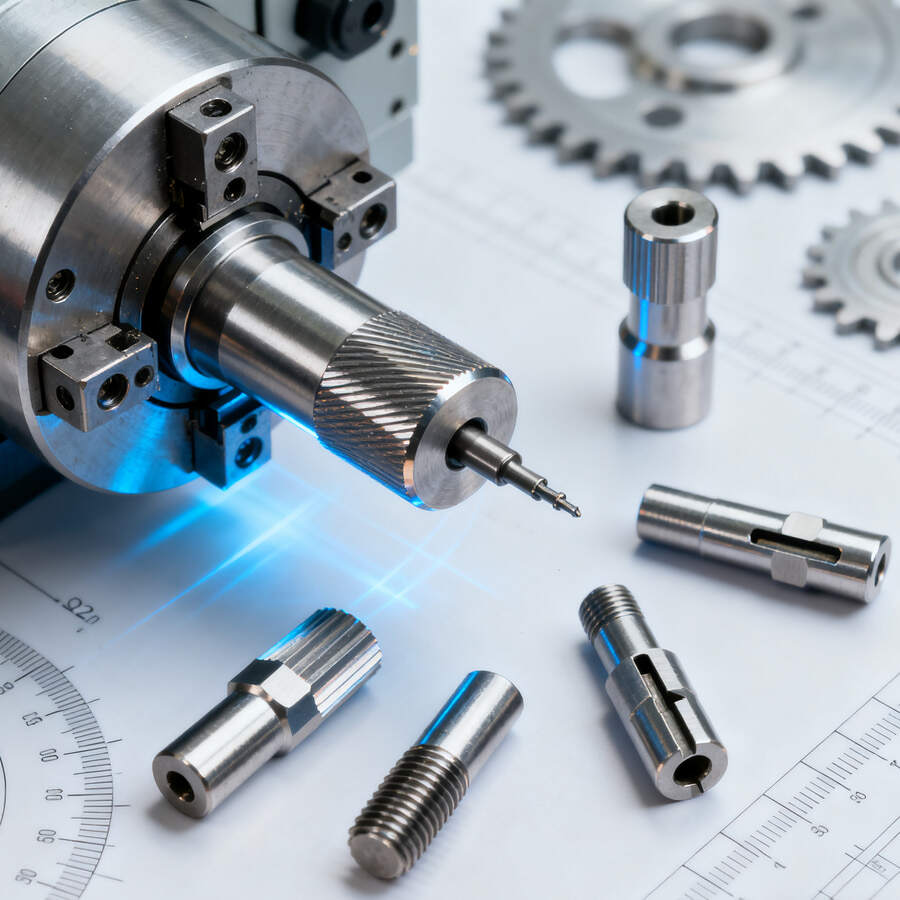
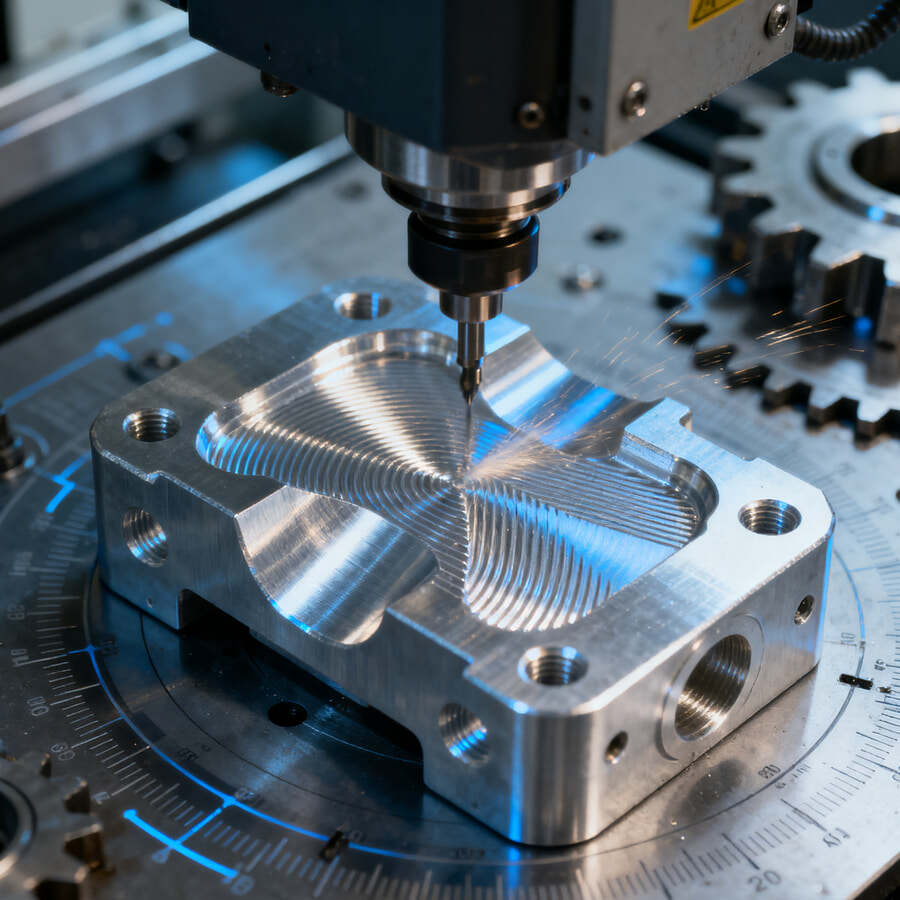
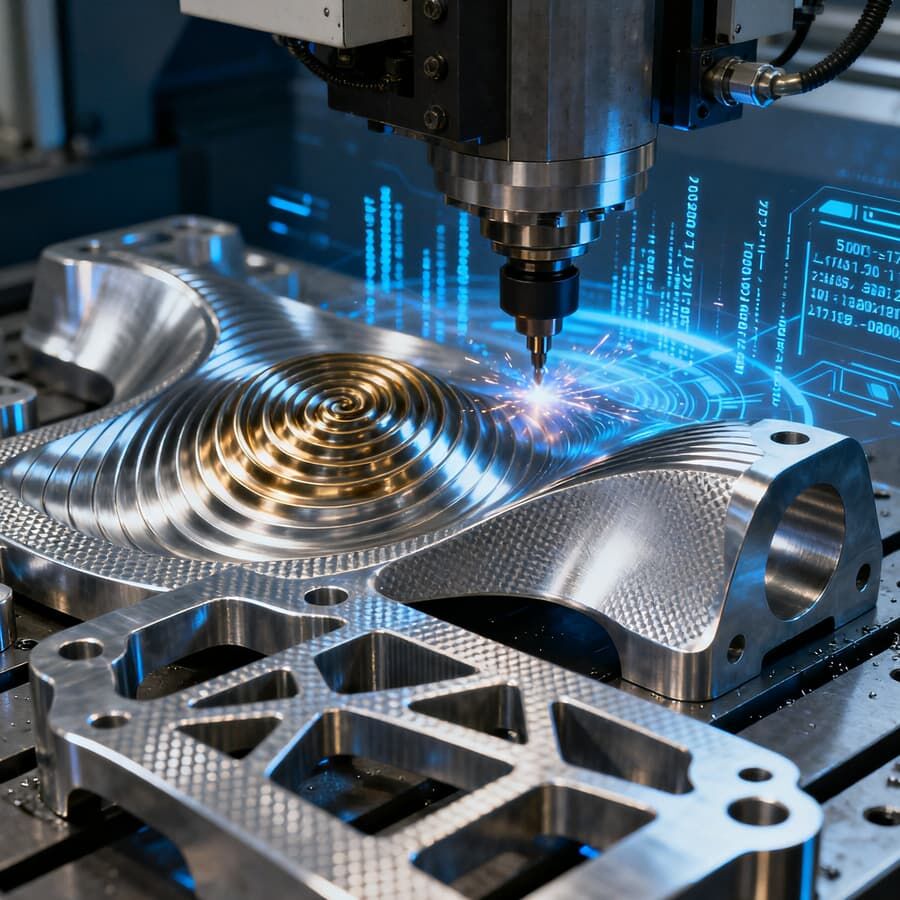
Genom att lita på femaxlig kopplingsteknik (X/Y/Z linjär axel + A/C roterande axel) kan "flera vinklar, ingen död vinkel"-bearbetning uppnås, vilket kan exakt fräs komplexa konturer såsom sfäriska, spirala och fria ytor. Ytans konturavvikelse är ≤± 0,005 mm och ytans jämnhet kan nå Ra ≤ 0,4 μm. I jämförelse med traditionell flerstegs-bearbetning behöver arbetsstyckets position inte justeras flera gånger, vilket undviker ackumulerade positioneringsfel. Det är särskilt lämpligt för delar såsom flygmotorns blad och medicinska artificiella leder som kräver extremt hög ytkompatibilitet.
Integrerad tillverkning av oregelbundna strukturer, minskar processer och förbättrar effektiviteten
För specialformade strukturkomponenter med håligheter, oregelbundna konturer och flera skärande ytor (såsom robotarmar och specialformade hållare för utrustning inom ny energi) uppnås 'enstaka spänning, full strukturbehandling', vilket integrerar flera processer såsom fräsning, borrning och avkantning, och minskar antalet processer med över 40 % samt förkortar bearbetningstiden med 30-50 % jämfört med traditionella processer. Samtidigt undviks strukturell felställning orsakad av flera spännningar och viktiga kriterier såsom hålkoncentricitet och ytprofils parallellitet hos de oregelbundna delarna säkerställs uppfylla konstruktionsstandarderna.
Bredd materialkompatibilitet, balanserad bearbetning av hård och lätt deformera material
Bearbetning av hårt material: För högfasthetsmaterial såsom titanlegeringar, högtemperaturlegeringar, volframkarbid etc. (med en hårdhet på HRC50 eller högre), utrustad med en högstiv spindel (maximal vridmoment 80 N·m) och ultrafina hårdmetallverktyg, kombinerat med ett högtryckskylningssystem (kyltryck 100 bar), för att lösa problemen med lätt verktygsbrott och låg effektivitet vid bearbetning av hårda material. Det kan stabilt bearbeta högfasthets oregelbundna strukturdelar inom flyg- och rymdindustrin;
Bearbetning av lätt deformabla material: För material såsom aluminiumlegeringar och ingenjörskonstplaster (t.ex. PEEK, POM) som är känsliga för termisk deformation används teknik för lågtemperatursskärning och flexibla fixturer för att minska bearbetningsrelaterad termisk spänning, undvika buckling av komplexa ytor och dimensionsavvikelser i oregelbundna strukturer samt anpassa sig till precisionselektronikhus och andra scenarier.
Kvaliteten på hela processen kan kontrolleras, vilket säkerställer konsekvens hos komplexa delar
Upprätta ett styrningssystem i sluten krets av typen "design-bearbetning-testning": simulera maskinering av komplexa ytor med CAD/CAM-programvara innan bearbetning för att förutse kollisionsrisker; Övervaka i realtid spindellast och skärmetemperatur under bearbetning, automatisk kompensation för verktygsförorening; Efter bearbetning används en tredimensionell mätmaskin (med en noggrannhet på ± 0,001 mm) och en blå ljusscanner (med en ökning av effektiviteten vid helhetsinspektion med 60 %) för att genomföra omfattande inspektioner av komplexa kurvytor och oregelbundna strukturer. Inspektionsdata sparas för varje batch av delar för att säkerställa konsekvens i massproduktion.
2. Kärrområden för användning
Flyg- och rymdfält
Skräddarsydda flygmotorturbinblad (komplexa ytor + högtemperatur-legerade material), oregelbundna flygplansramar (mångsidiga trappstegskonstruktioner), satellitantennreflektorer (högprecisions paraboliska ytor), femaxlig bearbetning som uppfyller kraven inom luft- och rymdfarten på lätta, höghållfasta och högprecisionsdelar samt anpassning till extrema flygmiljöer.
Medicinsk utrustning
Tillverka konstgoda leder (tillverkade av titanlegerat material + komplexa kurvade ytor som anpassar sig till människokroppen), kirurgiska robotars sluteffektorer (formade klämstrukturer) och precisionskamrar för diagnostikutrustning (hålformade strukturer), med bearbetningsprecision som uppfyller medicinska standarder (såsom ytjämnhet Ra ≤ 0,2 μm för konstgoda leder), vilket säkerställer utrustningens säkerhet och anpassningsbarhet.
Ny energi
Bearbetning av den oregelbundna kugghjulshöljet för vindkraft (fleraxlig hålstapellstruktur), komplext böjt stöd för solföljdsystem (aluminiummaterial), högprecisionselektrodhållare för lagringsutrustning (oregelbundna ledande strukturer), den höga stabiliteten vid femaxlig bearbetning kan förbättra driftseffektiviteten hos utrustning för ny energi och anpassa sig till komplexa utomhusarbetssituationer.
Högklassad tillverkningsindustri för personbilar
Skräddarsydda motorformade ändlock för elfordon (komplex struktur med integrerade kylkanaler), lättviktschassikomponenter (kolfiberkompositmaterial + komplexa kurvytor) och automatiska LiDAR-hus för förarblandning (högprecisions sfäriska fönster), balanserar styrka, lättvikt och monteringsprecision för bilkomponenter.
Industriell automationsindustri
Produktionsrobotarmer med leder (komplexa ytor med fleraxlig koppling), precisionsklämmor med formad positionering (oegelräta konturer), automatiserad produktionslinjetransmissionssystem med rullar (slitagebeständig gummimetallkompositstruktur), femaxlig bearbetning kan säkerställa rörelseprecision och stabilitet hos automatiserad utrustning samt förbättra produktiviteten.
3. Kärntekniskt stöd
Högpresterande femaxlig CNC-system
Utrustad med Siemens 840D SL och Fanuc 31i-B femaxligt CNC-system, stödjer NURBS-kurvinterpoleringsfunktion och kan exakt anpassa komplexa banytor för bearbetning med en kontrollprecision på 0,1 μm. Utrustad med dynamiska precisionskompenseringsfunktioner (såsom värmevärnskompensering, geometrisk felkompensering), realtidskorrigering av bearbetningsavvikelser, säkerställer precision och stabilitet vid långvarig bearbetning av komplexa delar.
Hög styvhet maskinverktygsstruktur
Maskanläggningen är tillverkad av gjutjärn och genomgår tre åldrandebehandlingar för att eliminera inre spänningar och minska vibrationspåverkan vid bearbetning; En korgstil med dubbel arbetsbordstruktur (A-axelns rotationsomfång -120°~120°, C-axelns rotationsomfång 0°~360°), arbetsbordets positionsnoggrannhet är ±0,001°, vilket säkerställer stabil support för flervinklad bearbetning av komplexa ytor och mångsidig bearbetning av oregelbundna strukturer.
Specialiserade skärverktyg och skärprocesser
Verktyg: Utrustad med klotnosefräsar och avrundade hörnfräsar (med en skäreggenoggrannhet på ±0,002 mm) för komplexa ytor samt formade och icke-standardiserade skärverktyg för oregelbundna strukturer för att förbättra bearbetningseffektivitet och ytkvalitet;
Process: Hög hastighet frästeori (spindelns maximala hastighet 18000 rpm) används för att bearbeta komplexa kurvade ytor av aluminiumlegering, med ytjämnhet upp till Ra ≤ 0,4 μm; Användning av lagerfrästeknik för att bearbeta oregelbundna djupa håligheter i rostfritt stål, undviker verktygsyrvur och säkerställer hålighetsväggarnas lodrätahet.
Digital integreringsteknologi
Introducera CAD/CAM/CAE-integrerad plattform: Slutför 3D-modellering av komplexa ytor och oregelbundna strukturer genom mjukvara som SolidWorks och UG; Generera en femaxlig fräsbana med Mastercam och PowerMILL, simulera bearbetningsprocessen och optimera parametrar; I kombination med MES-produktionssystem, uppnå orderprogresstracking, utvärdera statusövervakning och spårning av inspektionsdata, samt skapa en "digital och transparent" integrerad tillverkningsprocess.
4. Vanliga frågor (FAQ)
Fråga: Vilket är det maximala storleksintervallet för komplexa kurvade ytor och oregelbundna strukturkomponenter som kan bearbetas? Kan den hantera bearbetning av extra stora delar?
Svar: Det konventionella bearbetningsintervallet är 1200 mm i längd, 800 mm i bredd och 600 mm i höjd; extra stora delar (såsom vindturbindelar med en längd över 2000 mm) kan uppnås genom "segmenterad bearbetning + precisionsfogning"-teknik, och en 3D-modell måste lämnas in i förväg. Den tekniska ingenjören kommer att utvärdera strukturens genomförbarhet och utveckla en exklusiv plan.
Fråga: Finns det någon skillnad i bearbetningsprecision mellan komplexa ytor och oregelbundna strukturkomponenter? Vilka är de specifika precisionsspecifikationerna?
A: På grund av olika strukturella egenskaper finns det små skillnader i noggrannhetsindikatorer: konturfelet för komplexa ytor är ≤± 0,005 mm och ytans råhet Ra är ≤ 0,4 μm; koaxialiteten för hålpositionen på den oregelbundna strukturkomponenten är ≤± 0,003 mm och planparallellismen för ytprofiler är ≤± 0,004 mm. Precisionparametrarna kan ytterligare optimeras beroende på delens specifika användning.
Q: Vilken teknisk information krävs för att anpassa komplexa delar? Om det finns bearbetningssvårigheter i designschemat, kan ni hjälpa till att optimera det?
Föreslå att tillhandahålla detaljerade 3D-modeller (i STEP-, IGS- eller X_T-format) och 2D-tekniska ritningar (som anger toleranser, material och krav på ytbehandling); Om det finns bearbetningssvårigheter i designschemat (t.ex. alltför branta ytor eller tunna väggar i oregelbundna strukturer) kan våra ingenjörer erbjuda DFM-optimeringsförslag (Design for Manufacturability), justera strukturella parametrar för att förbättra bearbetningsmöjligheter och effektivitet, utan extra kostnad.
Fråga: Hur lång är leveranstiden för bearbetning av komplexa ytor och oregelbundna delar? Kan brådskande order behandlas snabbare?
A: Regelbundna små serier (1-20 delar): enkla och komplexa böjda delar levereras inom 7-10 dagar, och komplexa oregelbundna strukturella delar levereras inom 10-15 dagar; Storskaliga beställningar (över 100 delar) kan produceras parallellt med flera maskiner för att förkorta ledtiden, och den exakta leveranstiden kan förhandlas. Akutorder (såsom reservdelar för flyg- och rymdindustrin) kan erbjudas 72-timmars expedieringstjänst, men tidigare kommunikation krävs för att bekräfta produktionskapaciteten.
Q: Kan vi erbjuda provproduktionstjänster för komplexa komponenter? Massproduktion efter att provet godkänts?
A: Stöd för provproduktion av prover! För komplexa kurvytor och oregelbundna strukturkomponenter kan 1-3 prover tillverkas först. När kunden har bekräftat provernas noggrannhet, utseende och monteringskompatibilitet kan serieproduktion påbörjas. Cykeltiden för provproduktion är 2-3 dagar kortare än för vanliga beställningar. Under provproduktionen kan bearbetningsparametrarna justeras enligt kundens återkoppling för att säkerställa att slutresultatet uppfyller förväntningarna.
| Bearbetning | CNC-bearbetningstjänster: CNC-fräsning, CNC-svarvning, laserbeskärning, borrning, böjning, dragning, trådskärning, stansning, EDM, 3-axlig, 4-axlig, 5-axlig bearbetning, svejsmaskinbearbetning; Komplett bearbetningstjänster: pulvermetallurgi, plåtproduktion, stansning, tryckgjutning, 3D-printning, injektering, snabba prototyper, formar, etc.; flerprocessbearbetning |
| Monteringslösningar | Fogning & sammanfogning, komponentmontering, fullständig montering, förpackning & märkning |
| Material | Aluminium: 2000-serien, 6000-serien, 7075, 5052 osv. |
| Rostfritt stål: sus303, sus304, ss316, ss316l, 17-4ph, etc. | |
| Stål: 1214l/1215/1045/4140/scm440/40crmo etc. | |
| Mässing: 260, c360, h59, h60, h62, h63, h65, h68, h70, brons, koppar | |
| Plast: acetal/pom/pa/nylon/pc/pmma/pvc/pu/akryl/abs/ptfe/peek etc. | |
| Precisionstolerans | ±0,001 mm ~ ±0,005 mm Vissa produkter kan uppfylla kundens specifika krav. |
| Ytoroughness | Min ra 0,1 till 3,2 |
| Ytbehandling | Anodisering, kulblästring, silkscreen, PVD-beklädnad, zink/nickel/krom/titan-beklädnad, pensel, målning, pulverlackering |
| Belagt, Strålslipning, Passivering, Elektrofores, Elektropolering, Räffling, Laserskärning/ätning/gravyr etc. | |
| Produktionsvolym | Låg till medelvolym, prototyp och serieproduktion |
| Bearbetningsmetod | Skräddarsytt enligt medföljande CAD-ritningar |
| Leveranstid | Kort ledtid, vanligtvis 1-4 veckor |
| Kvalitetskontroll | Strikt kvalitetssäkring och inspektionsprocesser |
| Förpackning | Säker förpackning för att förhindra skador under transporten |
| Certifikat | ISO9001,AS9100D,ISO45001,ISO14001,ROSH,CE etc. |
| 1-styck Minsta Beställning | Möjlighet att lämna prov innan massproduktion |