- Преглед
- Сродне производе
И. Основна Услуга Предности
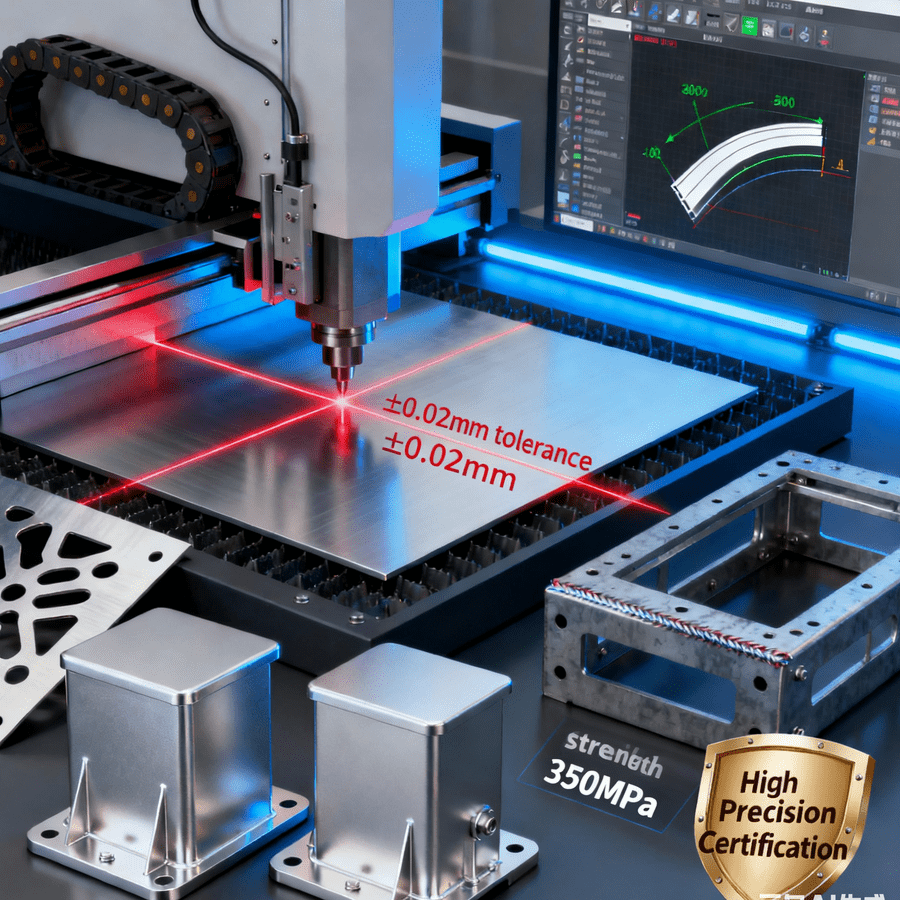
- Прецизна контрола на микроном нивоу и чврсте толеранције: Ласерска прецизност сечења достиже ±0.02мм, толеранција угла савијања ±0.1° и прецизност позиционирања рупа ±0.03мм, задовољавајући захтеве монтаже прецизних делова. Стандардизовани процеси и систем инспекције првог производа обезбеђују димензионалну конзистенцију делова у масовној производњи која прелази 99,5%, смањујући поновни рад монтаже због одступања од прецизности.
- Потпуно интегрисана услуга рационализује ланцу снабдевања: нудимо интегрисани проток процеса који обухвата "ласерско сечење - ЦНЦ савијање - прецизно заваривање - обраду површине - монтажу", елиминишући потребу за купцима да раде са више добављача. Опремљена аутоматизованом опремом за учитавање и ислазак и системом интеграције процеса, циклуси обраде су скраћени за 25%-30% у поређењу са децентрализованим аутсорсинг-ом, а истовремено се смањују губици транспорта и трошкови комуникације.
- Компатибилност више материјала, прилагодљива различитим условима рада: Подржава обраду различитих материјала, укључујући нерђајући челик (304/316Л), угљенски челик (К235/К355), алуминијумску легура (6061/5052), галванизовани лист и галванизовани лист, Оптимални материјал се препоручује на основу намењене употребе делова (нпр. отпорност на корозију, висока чврстоћа, лаганост), а прилагођени параметри обраде се подударају како би се осигурали висококвалитетни готови производи.
- Сврста структура која се формира да задовољи потребе за прилагођеним потребама: Способна за сложено савијање закривљене површине, сварење на више станица и резање рупа специјалног облика, може обрађивати сложене делове лима, укључујући правоугално и лучко савијање, кутијске структуре За сложене структуре, 3Д ЦАД моделирање и симулације процеса поможу да се унапред спрече формирање дефеката, обезбеђујући приход прве пролазе пре 98%.
II. Уговор Јадро Примена Области
(I) Индустријска опрема
- Обухват и штитови опреме: Производимо корпусе опреме од нерђајућег челика 304, ласерски сече прецизне рупе (толеранција отвора ± 0,05 мм), а затим их савијамо и обликујемо четканом завршном опрашном за отпорност на ржуди и есте Такође прилагођавамо штитове опреме од угљенског челика са реброваним дизајном за повећану крутост, испуњавајући захтеве за заштиту машинских алата и аутоматизоване опреме.
- Унутрашњи структурни делови: Производимо алуминијум 6061 легуре за опрему и спојнике, са лаким дизајном (40% лакшим од угљенског челика) и гарантованом чврстоћом. Прецизност савијања осигурава прецизну монтажу са другим компонентама, смањујући вибрације током рада опреме.
iI) Нова енергија
- Камари за батерије и заграде: прилагођавамо галтениране челичне кућишта за батерије, ласерски резање и потом их савијање. Заваривамо их помоћу импулсног аргонског лука заваривања, што резултира гладним, ваздушно неодступајућим заваривачима и заштитом IP65. Такође производимо и заносе за батерије од угљенског челика, користећи ЦНЦ савијање како би се осигурало усклађивање рупа, што олакшава брзу инсталацију модула батерија.
- Фотоволтајски додаци: Производимо фотоволтајске конекторе за крепе из алуминијумске легуре 5052, који имају одличну отпорност на корозију и тачност угла савијања од ± 0,1 °, што осигурава глатку и стабилну инсталацију крепе, погодна за дуготрајну употребу
(III) Комуникације и 3С електроника
- Коммуникацијске аксесуаре за базне станице: Обрадујемо 316Л нержавећег челика антенне капи за базне станице, ласерски сече да прецизно резервише прозор сигнала, и примењујемо пасивацију на површине након савијања како бисмо заштитили од ултра Такође прилагођавамо карбоново оквире кабинета за станице са угљенским челиком, који су заваривани и полирани како би се осигурала структурна стабилност и олакшала инсталација унутрашње опреме.
- 3Ц Обухватна кућа: Производимо лагиране лагиране лаптоп држеће и кућа за штампаче од алуминијума 6061, са танким зидом са савивањем (минимална дебелина зида 0,8 мм) са тачношћу од ± 0,03 мм. Наше површине су анодисане за побољшану текстуру и отпорност на зношење.
III. Уговор Основна технологија
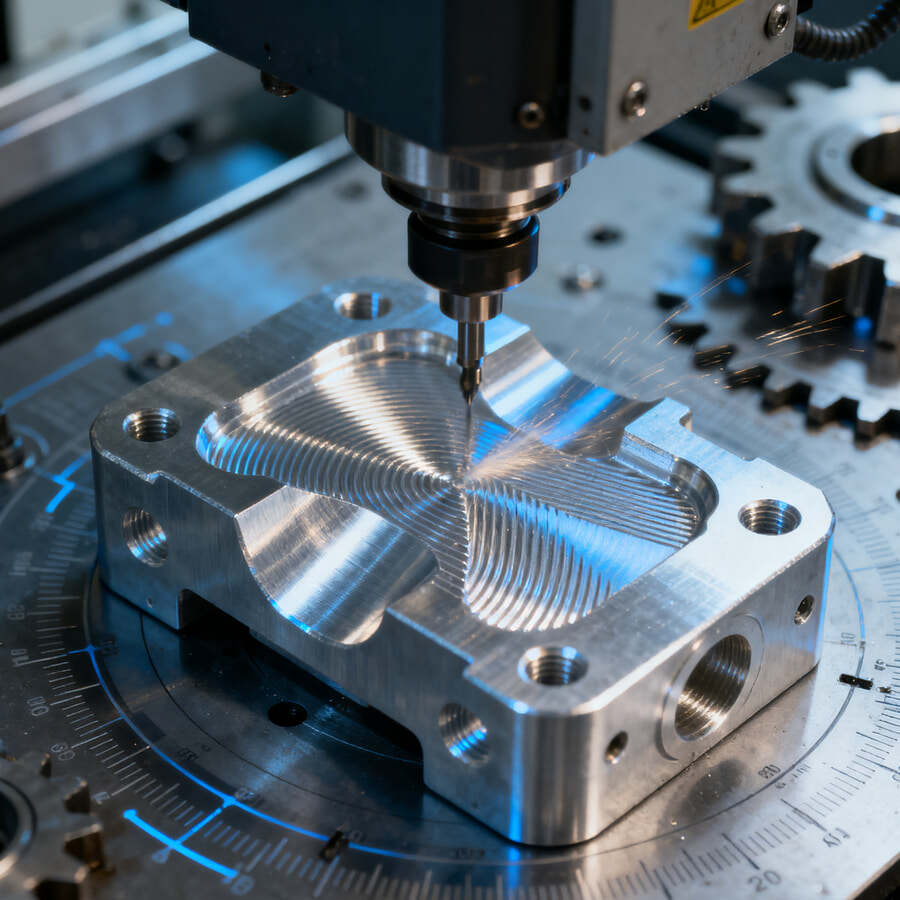
- Високопрецизна опрема за обраду: Опремљена немачком ТРУМПФ ТРУЛАСЕР 5030 ласерском машином за резање влакана (брзина резања до 30м/мин, тачност позиционирања од ±0,015м), јапанском АМАДА РГ-100 ЦН
- Цифровски систем процеса: Користећи СолидВоркс и АутоЦАД за 3Д моделирање и развој, наруџбине су повезане са параметрима процеса кроз ЕРП систем. Автоматски софтвер за програмирање процеса савијања аутоматски генерише секвенце савијања и параметре компензације на основу облика делова, смањујући грешке узроковане ручном интервенцијом.
- Површински третман и инспекција квалитета: нудимо обраде површине као што су прскање (прах/течност), четкање, пасивирање, анодирање и галтенирање. Сви процеси су у складу са стандардима за заштиту животне средине РоХС. Током процеса инспекције квалитета, користимо тридимензионалну машину за мерење координата (прецизност ± 0.001 мм), 2Д снимач и машину за тестирање напружености како бисмо свеобухватно прегледали димензије, чврстоћу заваривања и својства материјала.
- Флексибилни производњи капацитети: успоставили смо флексибилну производњу линије која подржава прелазак између малог баче прилагођавање (1-50 комада) и масовне производње у великом обиму (10,000+ комада). Заморе малим сетама користе технологију брзе промене калупа, што смањује време промене калупа на мање од 30 минута. Велике порције се производе на аутоматизованим монтажним линијама, са дневним производним капацитетом од преко 5.000 комада.
ИВ. Често постављана питања (FAQ)
- П: Која је минимална тачност постигнута у обради листова метала? Да ли постоје разлике у прецизности за различите материјале?
О: Минимална тачност за ласерско сечење је ±0.02мм, а минимална толеранција угла за савијање је ±0.1°. Точност се мало разликује у зависности од дугативности и тврдоће материјала. На пример, тачност савијања алуминијумске легуре је мало већа од угљенског челика, али сви материјали испуњавају основни захтев за толеранцију од ± 0,1 °. Детаљне спецификације тачности могу се дати на основу материјала.
- П: Које се ствари треба узети у обзир када се дизајнирају сложени делови од лима? Можете ли пружити предлоге за оптимизацију дизајна?
О: Проектирање треба да обрати пажњу на радијус савијања (препоручује се ≥1,5 пута дебелина плоче), маржу дуботине (≥1,2 пута дебелина плоче) и прозор за заваривање. Можемо пружити услуге оптимизације дизајна, као што су спајање делова како би се смањили кораци заваривања и оптимизовао секвенца савијања како би се избегло мешање, чиме се смањила тешкоћа обраде и трошкови.
- П: Који су процеси обраде површине доступни за делове лима? Како да изабрам праву?
О: Уобичајени процеси укључују налепшавање прахом (одлично отпорност на временске услови и богате боје), анодирање (одлично за алуминијумске легуре и има добру текстуру), пасивирање (неродиозни челик који се не рђа) и галванирање (угледни челик Можете изабрати на основу окружења коришћења (нпр. ванђери/унутар, корозивни услови) и захтева за изгледом, а ми ћемо вам дати одговарајуће препоруке.
- П: Колико је времена за мале и велике наруџбе? Да ли подржавате хитне налог?
О: Мале нарачке (1-50 комада) имају време од 3-5 дана; велике нарачке (1000+ комада) имају време од 7-10 дана. Такође подржавамо хитне наруџбе, са убрзаном испоруком у року од 24-48 сати путем расподеле капацитета (у зависности од сложености и количине наруџбе).
- П: Можете ли обезбедити пробно производњу узорака? Да ли ћете наставити са масовном производњом након што се узорци квалификују?
А: Да! Прво можемо да произведемо 1-3 узорка. Када купац потврди тачност димензија, квалитет изгледа и перформансе, можемо почети са масовном производњом. Пробна производња узорака траје 2-3 дана. Током процеса производње, можемо прилагодити параметре процеса на основу повратних информација како бисмо осигурали да коначни производ испуњава очекивања.