Zwitserse precisiebewerking - gespecialiseerd in hoogwaardig draaien en frezen van asonderdelen met een diameter kleiner dan Φ 32mm
- Overzicht
- Gerelateerde producten
1. Kernservicevoordelen
Precisiecontrole van kleine asdiameters, het knelpunt van microgroottebewerking doorbreken
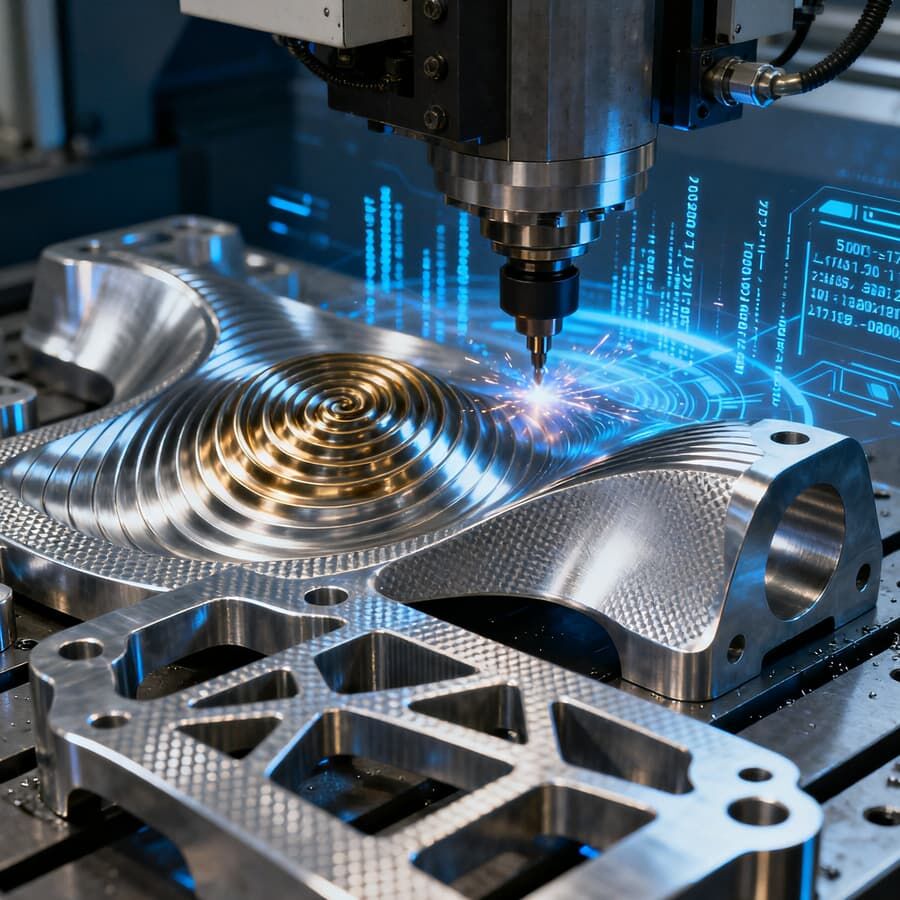
Op basis van de unieke "gidsbushouders + spindelkoppeling"-structuur van Zwitsers frezen, bereikt het geïntegreerde bewerking van draaien en frezen voor slanke assen en microassen met een diameter van ≤ Φ 32 mm (minimale bewerkingscapaciteit van Φ 0,5 mm). De diameter tolerantie kan stabiel worden gehouden binnen ± 0,001 mm, rondheid ≤ 0,0008 mm, en de oppervlakteruwheid kan bereiken Ra ≤ 0,2 μm. Dit lost perfect het probleem op van kleine diameterassen die vatbaar zijn voor trillingen en grote dimensionale afwijkingen bij traditionele bewerking. Het is geschikt voor medische, elektronische en andere toepassingen die extreem hoge micro precisie vereisen.
Efficiënte integratie van draaien en frezen, waardoor de proceskosten dalen en de efficiëntie stijgt
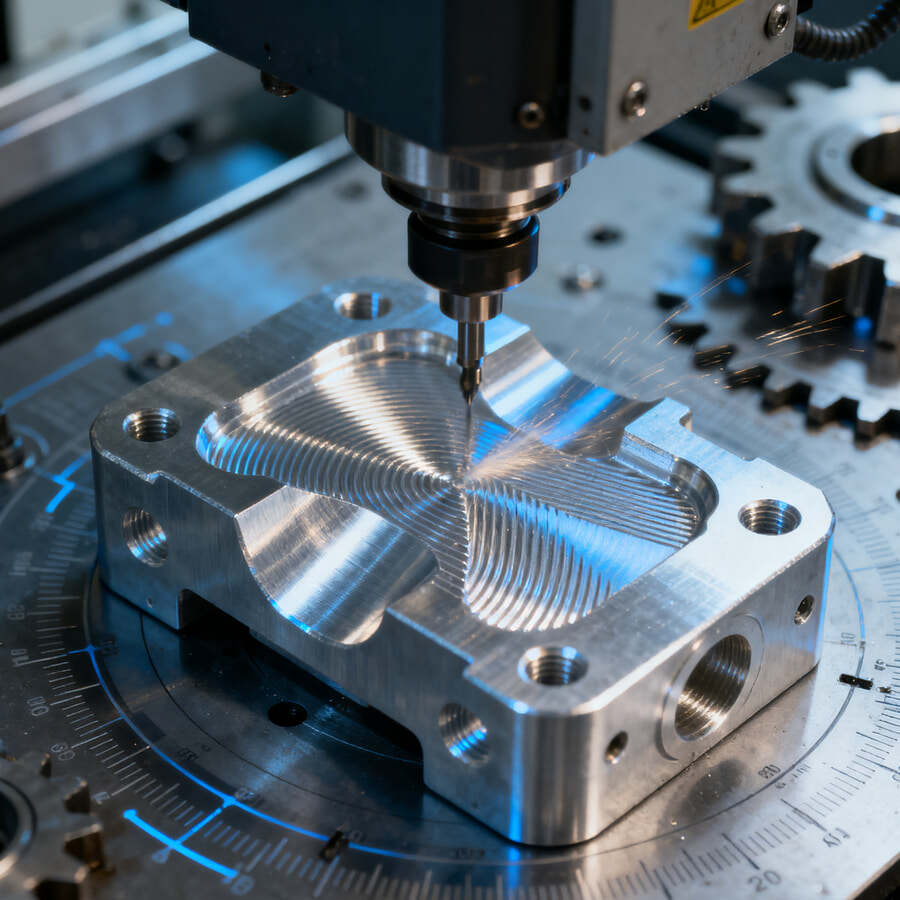
Voor composietconstructies zoals groeven, gaten, draden, schampers, enz. van asonderdelen is meerdere klemmen niet vereist. Door de koppeling van de "hoofdspindel+hulpspindel+meerdere stationsfreeseenheid" van de Zwitserse centering machine kunnen de processen van draaien van de buitenste cirkel, frezen van sleutels, boren en aftappen in één keer worden voltooid, waardoor het proces met meer dan 50% wordt Tegelijkertijd moet worden voorkomen dat er cumulatieve fouten ontstaan door meerdere posities en moet worden gewaarborgd dat de coaxieelheid (≤ 0,002 mm), de loodrechtheid (≤ 0,003 mm) en andere belangrijke positieel toleranties van asonderdelen aan de normen voldoen.
Grote materiaalcompatibiliteit, balanceringsmetaal en speciale materiaalverwerking
Metalmaterialen: aangepaste snijparameters voor veelgebruikte asmaterialen zoals roestvast staal (304/316), titaanlegeringen (TC4), koperlegeringen (H62), aluminiumlegeringen (6061-T6), enz. - voor de bewerking van roestvast staal is een koelsysteem met hoge druk (druk 80 bar) en anti-aanbakmesjes voorzien, terwijl bij de bewerking van titaanlegeringen laagtemperatuursnijtechnologie wordt gebruikt om thermische vervorming te verminderen en de bewerkingsstabiliteit van assen met een diameter van ≤ Φ 32 mm te garanderen;
Speciaalmaterialen: Ondersteunt de bewerking van engineering plastic assen zoals PEEK en POM. Via flexibele klemmiddelen en laagsnelheidsfreestechnieken wordt smelten en vervormen van plastic assen door hoge temperaturen voorkomen, waardoor aan de eisen voor elektronische isolatieonderdelen en lichte medische componenten wordt voldaan.
Batchconsistentieregeling zorgt voor stabiele kwaliteit van kleine en micro assen
Stel een volledig proceskwaliteitscontrolesysteem op voor "testen van grondstofbewerking": Controleer de diameterafwijking van het materiaal vóór de bewerking (waarborgen dat de fluctuatie in de grondstoffendiameter ≤ 0,005 mm is); Compenseer in real-time slijtage van het gereedschap via het CNC-systeem tijdens de bewerking (automatische kalibratie van de gereedschapspositie voor elke 100 bewerkte onderdelen); Na de bewerking wordt met een laser-schietlood (met een nauwkeurigheid van ± 0,0005 mm) en een gereedschapsmicroscoop een 100% volledige inspectie uitgevoerd van de asdiameter, groefdpte en schroefdraadnauwkeurigheid. Het inspectierapport wordt per batch bewaard om consistentie in massaproductie te garanderen.
2. Kern toepassingsgebieden
Medische apparatuur
Aangepaste medische katheterassen met diameters variërend van Φ 1 tot Φ 8 mm (gemaakt van roestvrij staal/titaniumlegering, glad en vrij van verzanding), aandrijfas voor chirurgische instrumenten (zoals biopsienaaldkernen met diameters variërend van Φ 0,8 tot Φ 3 mm) en microassen voor diagnostische instrumenten (zoals detectieassen voor bloedsuikermeters met diameters variërend van Φ 2 tot Φ 5 mm), met bewerkingsnauwkeurigheid conform de medische ISO 13485-standaard, wat veilig gebruik van de apparatuur garandeert.
In het gebied van elektronica en connectoren
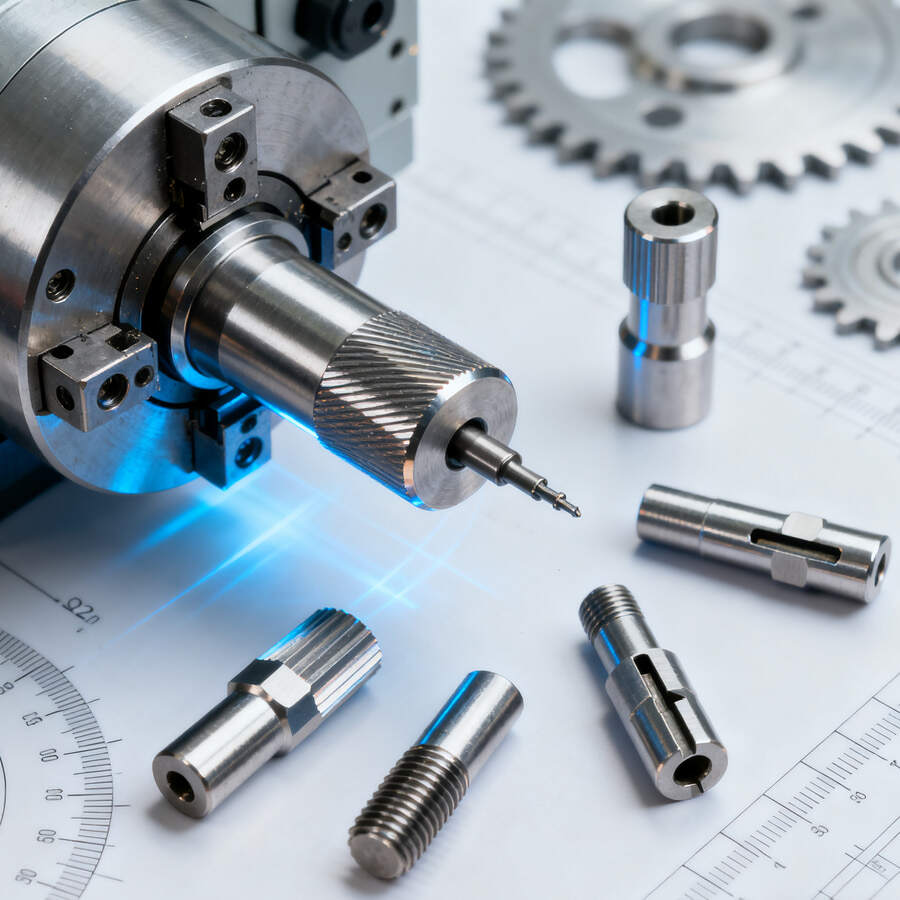
Produceer connector pennen met een diameter van Φ 0,5-Φ 6 mm (gemaakt van koperlegeringmateriaal, met een draai nauwkeurigheid van ± 0,001 mm), sensorsignaal assen (gemaakt van aluminiumlegeringmateriaal, met een frezen positieerkanaal nauwkeurigheid van ± 0,002 mm) en micro motorassen (met een diameter van Φ 3-Φ 12 mm en een co-axialiteit van ≤ 0,002 mm) om te voldoen aan de eisen van miniaturisering en hoge integratie in consumentenelektronica en industriële regelapparatuur.
In het gebied van autonome precisiecomponenten
Verwerking van automobiele brandstofinspuitsysteem klepcorens (gemaakt van roestvrij staal met sterke slijtvastheid) met een diameter van 5-Φ 25 mm, transmissie micro tandwielassen (diameter van 8-Φ 15 mm, tandwiel frezen nauwkeurigheidsklasse 6), en automatisch rijden radar instelassen (gemaakt van aluminiumlegering met een diameter van 6-Φ 10 mm) om te voldoen aan de eisen van hoge sterkte en hoge betrouwbaarheid van auto-onderdelen.
Lucht- en ruimtevaart micro component veld
Pas de wijzerassen van vlieginstrumenten aan (gemaakt van titaanlegering, lichtgewicht) met diameters variërend van 3 tot 18 mm, microtransmissieassen voor satellietcommunicatieapparatuur (gemaakt van roestvrij staal, corrosiebestendig) en drone-motorassen (met diameters variërend van 8 tot 22 mm, hoge stabiliteit bij hoge snelheid) om aan de dubbele eisen van precisie en sterkte te voldoen voor kleine en micro-assen in de lucht- en ruimtevaartindustrie.
Precisie-instrumentenveld
Produceer scherpstelassen voor optische instrumenten (gemaakt van messingmateriaal met een oppervlakteruwheid Ra ≤ 0,1 μm) met diameters variërend van 2 tot 10 mm, kalibratieassen voor meetinstrumenten (zoals micrometermeetassen met diameters variërend van 4 tot 8 mm en een nauwkeurigheid van ± 0,0008 mm) en klokmovementassen (met diameters variërend van 1 tot 3 mm en mazen nauwkeurigheid van ± 0,001 mm) om de meetnauwkeurigheid van precisie-instrumenten te garanderen.
3. Kern technische ondersteuning
Zwitserse hoogwaardige precisie-loopmachine
We gebruiken high-end Swiss-type loopmachines zoals de Star SV-32 uit Zwitserland en de Tornos Delta 32 uit Japan. De machines hebben een maximale spindelsnelheid van 15000rpm en zijn uitgerust met 8-12 stations freesunits. Ze ondersteunen X/Y/Z/C-as koppeling en kunnen synchrone bewerking van draaien, frezen, boren en schroefdraaien uitvoeren voor assen met een diameter van ≤ Φ 32mm, met een positioneringsnauwkeurigheid van ± 0,0005mm.
High-end CNC-systemen en programmeertechnologie
Voorzien van Fanuc 31i-B en Siemens 828D CNC-systemen, ondersteunt macroprogrammering en complexe bewegingsbaansimulatie. Het kan automatisch snijparameters (zoals voedingssnelheid en toerental) optimaliseren voor asvormige groeven, variabele diameterdelen en andere structuren; uitgerust met speciale CAM-software (zoals GibbsCAM), kan het snel draai- en frezetechnologieën combineren voor assen met een diameter van ≤Φ 32mm, waardoor de programmeertijd met 30% wordt verkort.
Microspeciale freesgereedschappen en fixtura
Slijptools: gebruik van Japanse Kyocera en Zwitserse Sandvik micro-slijptools - de minimale slijpradius van het draaigereedschap is 0,01 mm (geschikt voor bewerking van fijne assen met Φ 0,5 mm), de minimale diameter van het freestool is 0,3 mm (geschikt voor microgroefbewerking), de toolcoating is TiAlN (titaniumaluminiumnitride), en de slijtvastheid is verbeterd met 40%;
Vastklemming: uitgerust met aangepaste geleidingshulzen (binnenste tolerantie ± 0,0005 mm) en elastische klemmen, speciale vastklemmingen worden vervangen voor assen met verschillende diameters (zoals Φ 2 mm, Φ 5 mm, Φ 10 mm) om te garanderen dat de assen tijdens de bewerking niet verschuiven of trillen.
Digitale productiebeheer
Introductie van het MES-productie uitvoeringssysteem om volledige procesdigitale traceerbaarheid van orders te realiseren: Nadat klanten orders hebben geplaatst voor assen met een diameter van ≤ Φ 32mm, koppelt het systeem automatisch de geschikte machines, gereedschappen en procesparameters; Echtijdige verzameling van machinegegevens tijdens de bewerking (zoals spindelbelasting, bewerkingsnauwkeurigheid); Klanten kunnen de orderstatus bekijken en inspectierapporten downloaden via hun mobiele apparaten om "transparante" productie te realiseren.
4. Veelgestelde vragen (FAQ)
V: Wat is de minimale diameter van bewerkbare assen? Kan deze de diameter van 0,5 mm doorbreken?
A: De conventionele minimale freesdiameter is Φ 0,5 mm. Indien het nodig is om ultrafijne assen met kleinere diameters te bewerken (zoals Φ 0,3 - Φ 0,4 mm), moeten speciale microfreestools en antivibratietechnologie worden gebruikt. Er kan een 3D-model worden verstrekt, zodat technische ingenieurs de haalbaarheid van de constructie kunnen beoordelen en een plan kunnen opstellen (opmerking: assen met een diameter ≤ Φ 0,4 mm moeten een lengte hebben van maximaal 20 mm om breuk tijdens de bewerking te voorkomen).
V: Is er een verschil in precisie-indicatoren tussen draaien en frezen? Wat is het specifieke nauwkeurigheidsbereik?
A: Vanwege verschillende proceskenmerken zijn er geringe verschillen in nauwkeurigheid: voor draaibewerking (buitencirkel, eindvlak) is de tolerantie op de diameter ± 0,001- ± 0,002 mm, en de rondheid is ≤ 0,0008 mm; voor freesbewerking (groef, sleutel, vlak), is de tolerantie op de afmeting ± 0,002- ± 0,003 mm, en de vorm- en plaats tolerantie (zoals parallelle en symmetrische toleranties) is ≤ 0,003 mm. De specifieke precisieparameters kunnen verder worden geoptimaliseerd afhankelijk van het onderdeel.
V: Welke technische informatie is nodig voor het aanpassen van asonderdelen met een diameter van ≤ Φ 32 mm?
A: Stel voor om 2D-technische tekeningen te verstrekken (met aanduiding van de diameter toleranties, lengte, groefdiameter, schroefdraad specificaties, oppervlaktebehandelingsvereisten) of 3D-modellen (STEP, IGS formaat); als er speciale montagevereisten zijn voor assen (zoals speling met andere onderdelen), kunnen tekeningen van passende onderdelen worden verstrekt om ingenieurs te helpen bij het optimaliseren van de bewerkingsnauwkeurigheid en het voorkomen van montagevertragingen.
V: Is er een verschil in de bewerkingscyclus van asonderdelen van verschillende materialen? Hoe lang kan de levering van reguliere orders duren?
A: Vanwege de verschillende materiaalhardheid kan de bewerkingscyclus variëren: voor koperen en aluminiumlegeringsassen (makkelijk te frezen), kunnen kleine series (1-100 stuks) binnen 5-7 dagen worden geleverd; kleine series voor roestvrijstalen en titaanlegeringsassen (moeilijk te frezen), kunnen binnen 7-10 dagen worden geleverd; grote series (1000+ stuks) kunnen parallel op meerdere machines worden geproduceerd om het productieproces te versnellen, de specifieke levertermijn kan worden onderhandeld.
V: Kunnen wij oppervlaktebehandelingsdiensten aanbieden voor asonderdelen? Wat zijn de optionele processen?
A: Ondersteuning van geïntegreerde diensten van "bewerking+oppervlaktebehandeling": Metalen assen kunnen gegalvaniseerd worden (nikkel, chroom, goud), gepassiveerd (roestvaststaal roestbescherming), geanodiseerd (aluminiumlegering kleurvering), gespoten met zandstralen (matte structuur); Kunststof assen kunnen worden geselecteerd met zeefdruk of olieverfsproeiing, en alle oppervlaktebehandelingsprocessen voldoen aan de RoHS- en REACH-milieunormen om aan de eisen van verschillende industrieën te voldoen.
| Bewerking | CNC-bewerkingsdiensten: CNC-frezen, CNC-draaien, lasersnijden, boren, buigen, spinnen, draadzaagbewerking, stansen, EDM, 3-assige, 4-assige, 5-assige bewerking, precisiebewerkingsmachines (Swiss machine tool machining); Compleet bewerkingsaanbod: Poedermetallurgie, plaatmetaalproductie, stansen, gietvormen, 3D-printen, spuitgieten, snelle prototyping, matrijzen, enz.; meervoudige procesbewerkingen |
| Assemblediensten | Bevestigen & samenvoegen, componenten assembleren, gehele assenblage, verpakken & etiketteren |
| Materialen | Aluminium: serie 2000, serie 6000, 7075, 5052 enz. |
| Roestvrij staal: sus303, sus304, ss316, ss316l, 17-4ph, enz. | |
| Staal: 1214l/1215/1045/4140/scm440/40crmo, enz. | |
| Messing: 260, c360, h59, h60, h62, h63, h65, h68, h70, brons, koper | |
| Plastic: acetaal/pom/pa/nylon/pc/pmma/pvc/pu/acryl/abs/ptfe/peek enz. | |
| Precisietolerantie | ±0,001 mm tot ±0,005 mm. Specifieke producten kunnen aan de eisen van de klant voldoen. |
| Oppervlakte ruwheid | Min ra 0,1 tot 3,2 |
| Oppervlaktebehandeling | Geanodiseerd, zandstralen, zijdenscreen, PVD-bekleding, zink/nikkel/chroom/titaanplating, borstelen, schilderen, poedercoating |
| Gecoat, Zandstralen, Passivatie, Elektroforese, Elektrolytisch glansten, Verzanding, Laser/etsen/graveren etc. | |
| Productievolume | Lage tot middelmatige hoeveelheid, prototype en batchproductie |
| Verwerkingsmethode | Op maat gemaakt volgens verstrekte CAD-tekeningen |
| Levertermijn | Korte levertijd, meestal 1-4 weken |
| Kwaliteitscontrole | Strikte kwaliteitsborging en inspectieprocessen |
| Verpakking | Veilige verpakking om schade tijdens transport te voorkomen |
| Certificaat | ISO9001,AS9100D,ISO45001,ISO14001,ROSH,CE etc. |
| minimale bestelhoeveelheid: 1 stuk | Mogelijkheid om monsters te verstrekken vóór massaproductie |