Usinage de précision de style suisse - spécialité dans le tournage et le fraisage de haute précision des pièces d'arbre dont le diamètre est inférieur à Φ 32 mm
- Aperçu
- Produits associés
1、 Avantages principaux des services
Contrôle précis de la forme des arbres de petit diamètre, dépassant les limites de l'usinage microdimensionnel
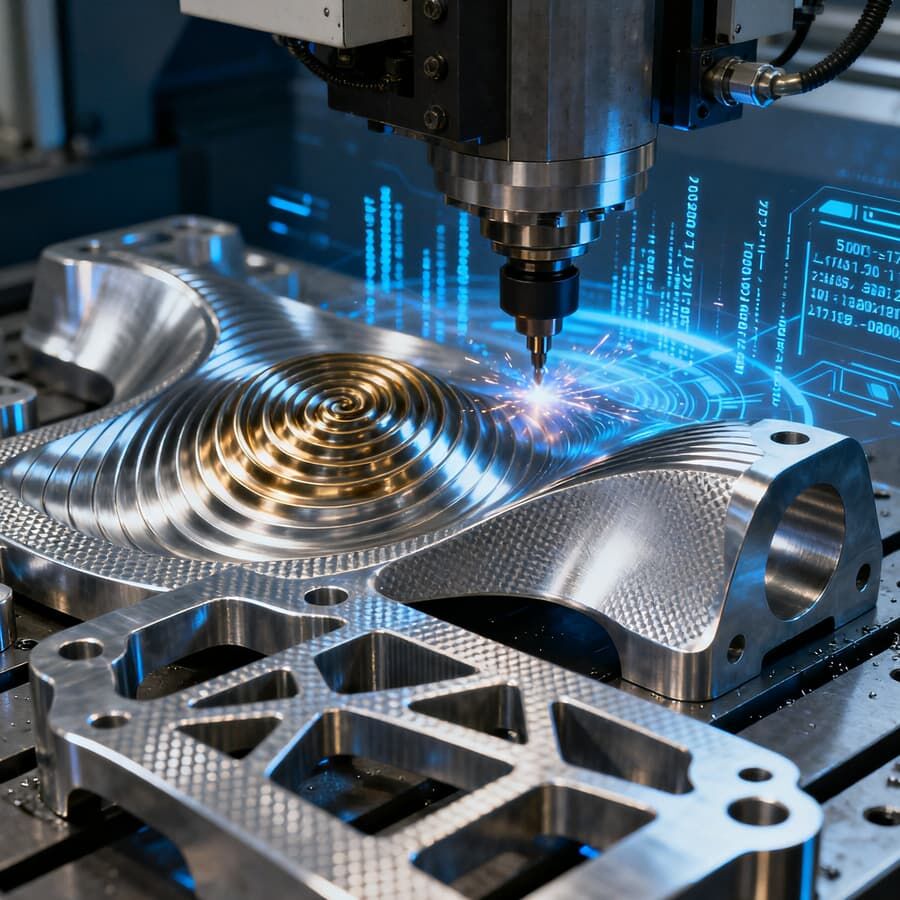
Grâce à la structure unique « douille de guidage + bielle d'entraînement » propre à l'usinage suisse, il permet l'usinage intégré de tournage et fraisage pour des arbres longilignes et des arbres miniatures dont le diamètre est ≤ Φ 32 mm (capacité minimale d'usinage de Φ 0,5 mm). La tolérance de diamètre peut être stablement contrôlée dans une plage de ± 0,001 mm, l'ovalité ≤ 0,0008 mm, et la rugosité de surface peut atteindre Ra ≤ 0,2 μm, résolvant ainsi parfaitement les problèmes liés aux vibrations et aux grandes déviations dimensionnelles des arbres de petit diamètre lors de l'usinage traditionnel. Il convient parfaitement aux applications médicales, électroniques et autres cas nécessitant une extrême précision microscopique.
Intégration efficace de tournage et fraisage, réduisant les coûts de processus et améliorant l'efficacité
Pour les structures composites telles que les rainures, trous, filetages, chanfreins, etc. des pièces d'arbre, un serrage multiple n'est pas nécessaire. Grâce à l'association du « mandrin principal + mandrin auxiliaire + unité de fraisage multiposte » sur une machine à centrage de type suisse, les opérations de tournage extérieur, de fraisage de clavettes, de perçage et de taraudage peuvent être effectuées en une seule fois, réduisant ainsi les opérations de plus de 50 % et raccourcissant le cycle de traitement de 35 à 45 % par rapport aux tours traditionnels. En même temps, cela permet d'éviter les erreurs cumulatives dues à un positionnement multiple et garantit que les tolérances de coaxialité (≤ 0,002 mm), d'orthogonalité (≤ 0,003 mm) et autres tolérances de position critiques des composants d'arbre répondent aux normes requises.
Grande compatibilité avec les matériaux, permettant un équilibre entre le travail des métaux et des matériaux spéciaux
Matériaux métalliques : paramètres de coupe personnalisés pour les matériaux d'arbres couramment utilisés tels que l'acier inoxydant (304/316), l'alliage de titane (TC4), l'alliage de cuivre (H62), l'alliage d'aluminium (6061-T6), etc. - l'usinage de l'acier inoxydant est équipé d'un système de refroidissement haute pression (pression 80 bar) et d'outils anti-adhésifs, tandis que l'usinage des alliages de titane utilise une technologie de coupe à basse température pour réduire la déformation thermique et garantir la stabilité d'usinage des arbres dont le diamètre est ≤ Φ 32 mm ;
Matériaux spéciaux : prend en charge l'usinage des arbres en plastique technique tels que PEEK et POM. Grâce à des fixations flexibles et des procédés d'usinage à faible vitesse, la fonte et la déformation des arbres en plastique dues aux hautes températures sont évitées, répondant ainsi aux besoins des pièces électroniques isolantes et des composants médicaux légers.
La maîtrise de la cohérence par lots garantit une qualité stable des petits et micro arbres
Établir un système de contrôle qualité complet pour le processus "d'essai de traitement des matières premières" : vérifier l'écart de diamètre du matériau avant le traitement (garantir que la fluctuation du diamètre des matières premières est ≤ 0,005 mm) ; Compenser en temps réel l'usure de l'outil via le système CNC pendant le traitement (étalonnage automatique de la position de l'outil tous les 100 pièces traitées) ; Après le traitement, utiliser un pied à coulisse laser (d'une précision de ± 0,0005 mm) et un microscope d'outillage pour effectuer un contrôle complet (100 %) du diamètre de l'arbre, de la profondeur de la gorge et de la précision des filetages. Le rapport d'inspection est conservé pour chaque lot afin d'assurer la cohérence en production de masse.
2. Domaines d'application principaux
Domaine des équipements médicaux
Axes de cathéter médical sur mesure avec des diamètres allant de Φ 1 à Φ 8 mm (fabriqués en acier inoxydable/alliage de titane, surface lisse et sans bavure), axes de transmission pour instruments chirurgicaux (tels que les axes centraux d'aiguilles à biopsie avec des diamètres allant de Φ 0,8 à Φ 3 mm), et micro-axes pour instruments de diagnostic (tels que les axes de détection des glycémètres avec des diamètres allant de Φ 2 à Φ 5 mm), avec une précision d'usinage conforme aux normes médicales ISO 13485, garantissant une utilisation sûre des équipements.
Dans le domaine de l'électronique et des connecteurs
Produire des broches de connecteur d'un diamètre de Φ 0,5-Φ 6 mm (fabriquées en alliage de cuivre, avec une précision d'usinage au tour de ± 0,001 mm), des arbres de signal de capteur (fabriqués en alliage d'aluminium, avec une précision d'usinage de la gorge de positionnement au fraisage de ± 0,002 mm) et des arbres de moteur miniature (d'un diamètre de Φ 3-Φ 12 mm et d'une coaxialité ≤ 0,002 mm) afin de répondre aux exigences de miniaturisation et d'intégration élevée des appareils électroniques grand public et des équipements de contrôle industriel.
Dans le domaine des composants automobiles de précision
Usiner les arbres de noyau de vanne du système d'injection automobile (fabriqués en acier inoxydable possédant une forte résistance à l'usure) d'un diamètre de 5-Φ 25 mm, les arbres de micro-engrenages de transmission (d'un diamètre de 8-Φ 15 mm, précision d'usinage des dents de niveau 6) et les arbres de réglage des radars de conduite automatique (fabriqués en alliage d'aluminium d'un diamètre de 6-Φ 10 mm) afin de répondre aux exigences de haute résistance et de grande fiabilité des composants automobiles.
Domaine des composants microscopiques aérospatiaux
Personnalisez les arbres de pointeurs d'instruments aéronautiques (fabriqués en alliage de titane, légers) dont le diamètre varie de 3 à 18 mm, les arbres de transmission miniatures pour équipements de communication par satellite (fabriqués en acier inoxydable, résistant à la corrosion) ainsi que les arbres de moteurs de drones (diamètre compris entre 8 et 22 mm, stabilité à grande vitesse), afin de répondre aux exigences simultanées de précision et de résistance mécanique pour les arbres miniatures et microscopiques utilisés dans l'industrie aérospatiale.
Domaine des instruments de précision
Production d'arbres de mise au point pour instruments optiques (fabriqués en laiton, rugosité de surface Ra ≤ 0,1 μm), dont le diamètre varie de 2 à 10 mm, arbres de calibrage pour instruments de mesure (comme les arbres de micromètres, diamètre compris entre 4 et 8 mm avec une précision de ± 0,0008 mm), ainsi que les arbres de mouvement d'horlogerie (diamètre compris entre 1 et 3 mm, précision de la rainure fraisée ± 0,001 mm), garantissant ainsi la précision de mesure des instruments de précision.
3. Soutien technique central
Équipement suisse de machines à usinage de précision
Nous utilisons des machines-outils de type suisse haut de gamme telles que la Star SV-32 provenant de Suisse et la Tornos Delta 32 en provenance du Japon. L'équipement dispose d'une vitesse maximale de broche de 15000 tr/min et est équipé d'unités de fraisage à 8 à 12 postes. Elle supporte le lien des axes X/Y/Z/C et permet d'obtenir un usinage synchronisé de tours, fraiseuses, perceuses et filetage pour des arbres dont le diamètre est inférieur ou égal à Φ 32 mm, avec une précision de positionnement de ± 0,0005 mm.
Systèmes CNC haut de gamme et technologie de programmation
Équipée des systèmes CNC Fanuc 31i-B et Siemens 828D, elle supporte la programmation macro et la simulation de parcours d'usinage complexes. Elle peut optimiser automatiquement les paramètres de coupe (comme l'avance et la vitesse) pour des rainures d'arbres, des sections de diamètres variables et d'autres structures ; Équipée d'un logiciel CAM spécialisé (tel que GibbsCAM), elle peut rapidement générer des parcours d'usinage combinés tournage-fraisage pour des arbres dont le diamètre est inférieur ou égal à Φ 32 mm, réduisant ainsi le temps de programmation de 30 %.
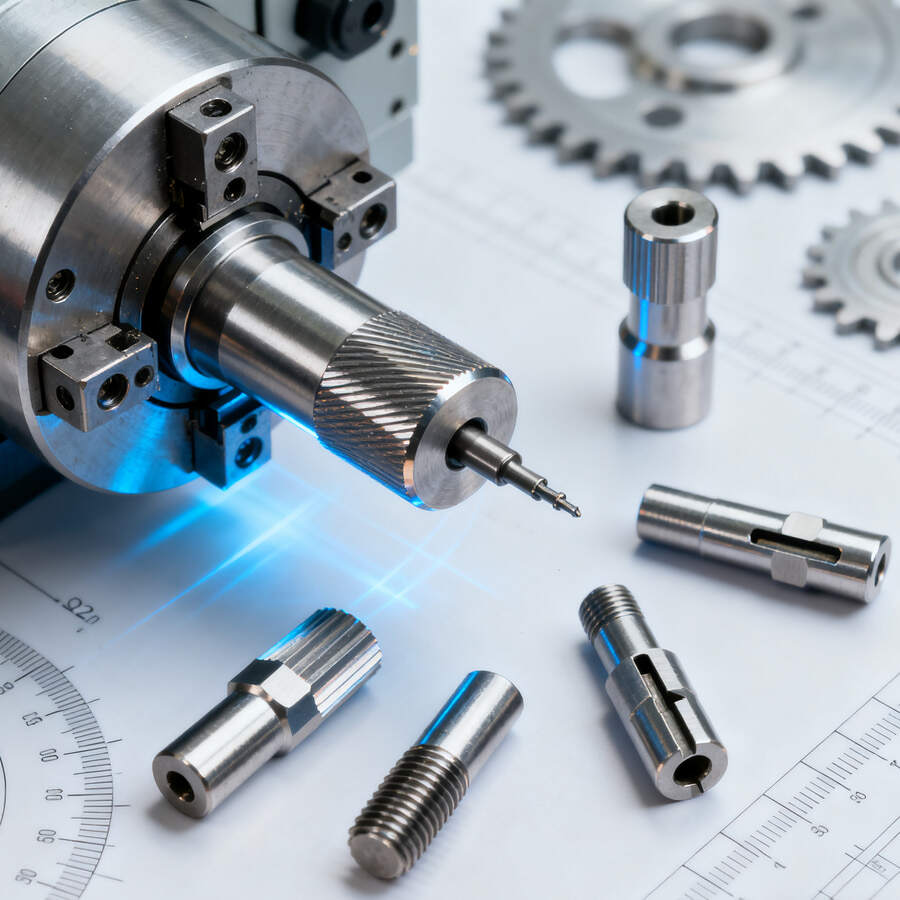
Outils de coupe et fixations spécialisés pour micro-usinage
Outils de coupe : utilisation d'outils microscopiques japonais Kyocera et suisses Sandvik - le rayon minimal du tranchant de l'outil de tour est de 0,01 mm (adapté pour l'usinage de petits axes de Φ 0,5 mm), le diamètre minimal de l'outil de fraisage est de 0,3 mm (adapté pour l'usinage de cannelures microscopiques), le revêtement de l'outil est en TiAlN (nitrure d'aluminium et de titane), et la résistance à l'usure est améliorée de 40 % ;
Fixation : équipée de douilles de guidage personnalisées (tolérance du diamètre intérieur ± 0,0005 mm) et de colliers élastiques, des fixations spéciales sont utilisées pour les axes de différents diamètres (comme Φ 2 mm, Φ 5 mm, Φ 10 mm) afin d'assurer un positionnement sans décalage ni vibration pendant l'usinage.
Gestion de production numérique
Présentation du système de production MES permettant d'assurer une traçabilité numérique complète des commandes : Lorsque les clients commandent des arbres dont le diamètre est ≤ Φ 32 mm, le système sélectionne automatiquement les machines, les outils et les paramètres de process adaptés ; Recueil en temps réel des données relatives au fonctionnement des machines pendant le processus de fabrication (par exemple, la charge sur la broche, la précision d'usinage) ; Les clients peuvent consulter l'avancement de leur commande et télécharger les rapports d'inspection depuis leurs appareils mobiles, rendant ainsi la production « transparente ».
4. Questions fréquemment posées (FAQ)
Q : Quel est le diamètre minimal des arbres usinables ? Est-il possible de descendre jusqu'à un diamètre de 0,5 mm ?
A : Le diamètre d'usinage minimum conventionnel est de Φ 0,5 mm. Si l'usinage de très petits arbres de diamètre inférieur (par exemple Φ 0,3 à Φ 0,4 mm) est nécessaire, il faut utiliser des outils de coupe microscopiques spéciaux ainsi que des technologies anti-vibrations. Un modèle 3D peut être fourni pour permettre aux ingénieurs techniques d'évaluer la faisabilité de la structure et d'élaborer un plan (remarque : pour les arbres dont le diamètre est ≤ Φ 0,4 mm, la longueur doit être limitée à ≤ 20 mm afin d'éviter la rupture pendant l'usinage).
Q : Existe-t-il une différence entre les indicateurs de précision de l'usinage en tournage et en fraisage ? Quel est l'intervalle de précision exact ?
A : En raison des caractéristiques différentes des procédés, il existe de légères différences en termes de précision : pour l'usinage en tournage (cylindrage, face), la tolérance de diamètre est de ± 0,001 à ± 0,002 mm, et l'arrondi est ≤ 0,0008 mm ; pour l'usinage en fraisage (rainure, clavette, surface plane), la tolérance dimensionnelle est de ± 0,002 à ± 0,003 mm, et la tolérance de forme et de position (comme le parallélisme et la symétrie) est ≤ 0,003 mm. Les paramètres précis de précision peuvent être davantage optimisés en fonction de l'utilisation de la pièce.
Q : Quelles informations techniques sont nécessaires pour personnaliser des pièces d'arbre de diamètre ≤ Φ 32 mm ?
A : Il est recommandé de fournir les plans techniques 2D (indiquant les tolérances de diamètre, la longueur, la profondeur de la rainure, les spécifications des filetages, les exigences relatives au traitement de surface) ou des modèles 3D (format STEP, IGS) ; si l'arbre présente des exigences spéciales en matière d'assemblage (comme le jeu avec d'autres pièces), les plans des pièces à monter peuvent également être fournis, afin de permettre aux ingénieurs d'optimiser la précision d'usinage et d'éviter les retards liés à l'assemblage.
Q: Existe-t-il une différence dans le cycle d'usinage des arbres fabriqués à partir de matériaux différents ? Quel est le délai de livraison habituel pour les commandes régulières ?
A: En raison de la dureté différente des matériaux, le cycle de production peut varier : pour les arbres en cuivre et en alliage d'aluminium (faciles à usiner), les petites séries (1 à 100 pièces) peuvent être livrées en 5 à 7 jours ; pour les petites séries d'arbres en acier inoxydable et en alliage de titane (difficiles à usiner), la livraison peut être effectuée en 7 à 10 jours ; les grandes séries (plus de 1000 pièces) peuvent être produites en parallèle à l'aide de plusieurs machines afin de réduire le délai, et le délai de livraison spécifique peut faire l'objet de négociations.
Q: Pouvons-nous proposer des services de traitement de surface pour les arbres ? Quels sont les procédés disponibles ?
A : Soutenir les services intégrés de « usinage + traitement de surface » : Les arbres métalliques peuvent être plaqués (nickel, chrome, or), passivés (protection contre la rouille pour acier inoxydable), anodisés (coloration des alliages d'aluminium), sablés (texture mate) ; Les arbres en plastique peuvent être sélectionnés avec impression screen ou peinture par pulvérisation, et tous les processus de traitement de surface sont conformes aux normes environnementales RoHS et REACH afin de répondre aux besoins des différents secteurs industriels.
| Traitement | Services d'usinage CNC : Fraisage CNC, Tournage CNC, Découpe laser, Perçage, Pliage, Repoussage, Filage, Découpage fil, Estampage, EDM, Usinage 3-axes, 4-axes, 5-axes, Usinage sur machine suisse ; Services complets d'usinage : Métallurgie des poudres, Fabrication en tôle, Estampage, Moulage sous pression, Impression 3D, Moulage par injection, Prototypage rapide, Moules, etc. ; Usinage multi-procédés |
| Services d'assemblage | Fixation et raccordement, Assemblage de composants, Assemblage complet, Conditionnement et étiquetage |
| Les produits | Aluminium : série 2000, série 6000, 7075, 5052, etc. |
| Acier inoxydable : SUS303, SUS304, SS316, SS316L, 17-4PH, etc. | |
| Acier : 1214L/1215/1045/4140/SCM440/40CrMo, etc. | |
| Laiton : 260, C360, H59, H60, H62, H63, H65, H68, H70, Bronze, Cuivre | |
| Plastique : Polyoxyméthylène/POM/PA/Nylon/PC/PMMA/PVC/PU/Acrylique/ABS/PTFE/PEEK, etc. | |
| Tolérance précise | ±0,001 mm à ±0,005 mm Des produits spécifiques peuvent répondre aux exigences des clients. |
| Surface roughness | Min Ra 0.1~3.2 |
| Traitement de surface | Anodisation, Sablage, Sérigraphie, Dépôt PVD, Galvanisation au zinc/nickel/chrome/titane, Brossage, Peinture, Revêtement en poudre |
| Revêtement, Sablage, Passivation, Électrophorèse, Politure Électrolytique, Cannelure, Marquage/Gravure Laser Etc. | |
| Volume de production | Faible à Moyen Volume, Prototype, et Production par Lots |
| Méthode de traitement | Sur Mesure Selon les Dessins CAD Fournis |
| Délai de livraison | Délai Court, Généralement 1 à 4 Semaines |
| Contrôle qualité | Procédures Rigoureuses d'Assurance et de Contrôle Qualité |
| Emballage | Emballage Sécurisé Afin d'Éviter les Dommages en Transit |
| Certificat | ISO9001,AS9100D,ISO45001,ISO14001,ROHS,CE etc. |
| commande minimale : 1 pièce | Possibilité de Fournir des Échantillons Avant la Production en Série |