Servizi di Fusione di Precisione | Soluzioni Completa dal Prototipo alla Produzione di Massa
- Panoramica
- Prodotti correlati
I. Core Servizio Vantaggi
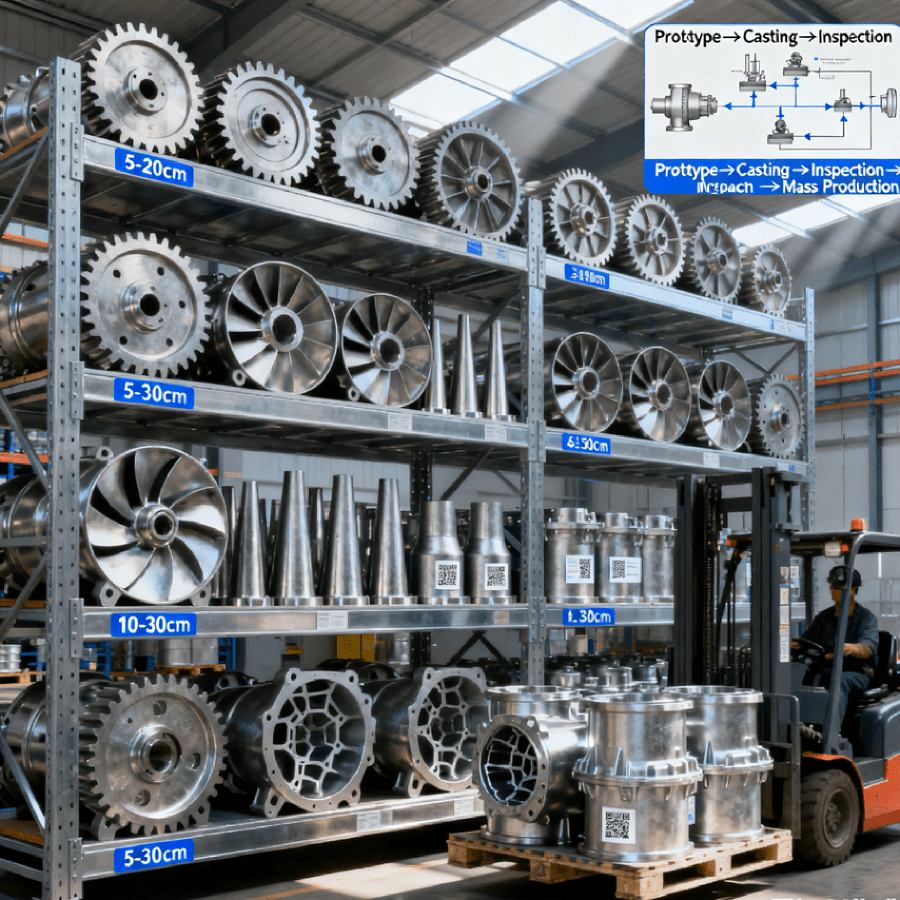
- Integrazione perfetta in tutto il processo, con riduzione dei cicli di lancio del prodotto: offriamo una catena di servizi completa che va dalla prototipazione alla fusione rapida, dai test di prestazione alla produzione pilota, fino all'adeguamento e alla produzione di massa. Nella fase di prototipo, utilizziamo stampi in cera e silicone stampati in 3D per la fusione rapida, consegnando i campioni entro 7-10 giorni. Nella fase pilota, ottimizziamo contemporaneamente i parametri di processo e la struttura dello stampo. Nella fase di produzione di massa, passiamo a linee di produzione standardizzate, realizzando una transizione senza interruzioni dalla prototipazione alla produzione di massa, riducendo il tempo complessivo del ciclo del 30%-40% rispetto ai metodi tradizionali.
- Adattamento preciso di diversi materiali per soddisfare esigenze operative varie: supportiamo la fusione di una vasta gamma di materiali, tra cui acciaio inossidabile (304/316L), acciaio legato (4140/4340), lega di titanio (TC4/GR5), lega di alluminio (A356/A6061) e leghe resistenti alle alte temperature (Inconel 718/Hastelloy C276). Possiamo consigliare il materiale ottimale in base alle esigenze del prodotto (ad esempio resistenza alle alte temperature, resistenza alla corrosione e alta resistenza meccanica). Il tasso di conformità della composizione dei nostri materiali da fusione supera il 99,5%.
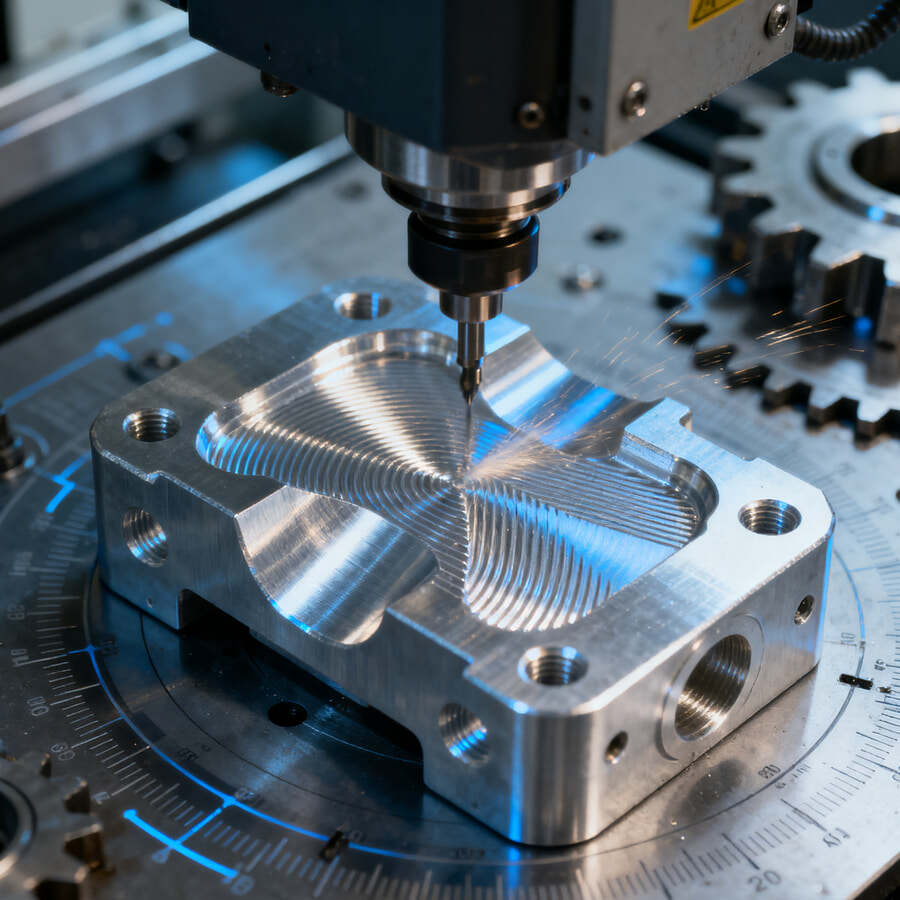
- Controllo preciso della forma e garanzia delle prestazioni per soddisfare le esigenze di fascia alta: utilizzando processi come la fusione a cera persa e la fusione in sabbia, i getti raggiungono un'accuratezza dimensionale CT4-CT7 (secondo ISO 8062), una rugosità superficiale Ra ≤ 1,6μm e tolleranze geometriche fondamentali (come coassialità e planarità) entro ±0,02-±0,05 mm. Trattamenti termici (tempra, invecchiamento in soluzione) e prove non distruttive (ispezione con raggi X, prova con liquidi penetranti) garantiscono che le proprietà meccaniche come resistenza a trazione ed allungamento rispettino gli standard, mantenendo nel contempo il tasso di scarto al di sotto del 2%.
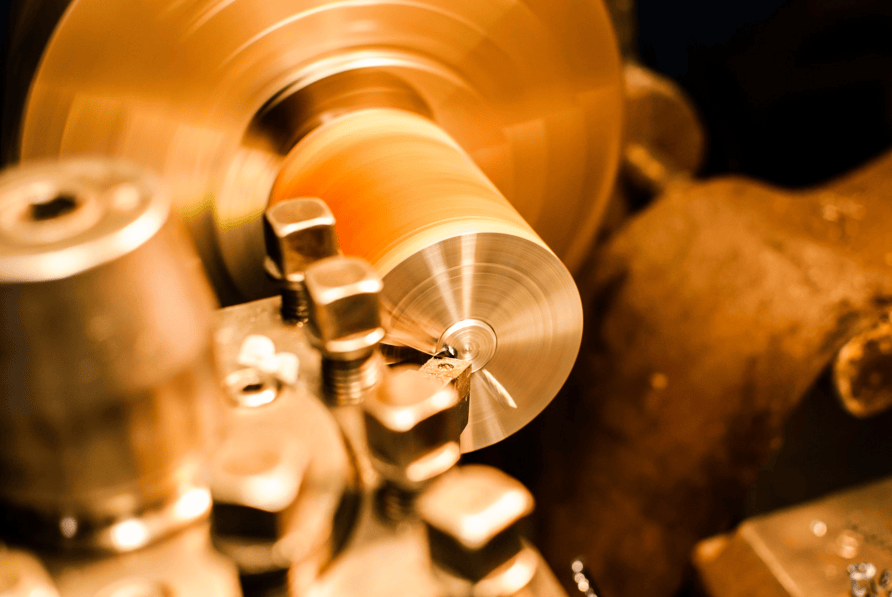
- Capacità produttiva flessibile e ottimizzazione dei costi per soddisfare esigenze di scala variabili: la produzione prototipale supporta piccole serie di prova (da 1 a 50 pezzi), mentre la produzione di massa può raggiungere una capacità annua superiore al milione di pezzi. Dotata di diverse linee di fusione standardizzate e di attrezzature automatiche per la pulizia, l'aumento del volume consente significativi vantaggi sui costi unitari. La simulazione del processo ottimizza la struttura della fusione (ad esempio riducendo le dimensioni di banchi e madieri e ottimizzando la distribuzione dello spessore delle pareti), riduce le perdite di materiale (≤5%) e contribuisce ulteriormente al controllo dei costi di produzione.
II. Core Applicazione Aree
(I) Aerospaziale
- Componenti del motore e del fusolato: Fusione a cera persa di pale per motori in lega ad alta temperatura (Inconel 718), giunti della struttura del fusolato in lega di titanio (TC4), con resistenza termica fino a 650-800 ℃ e resistenza alla trazione ≥900 MPa, adatti alle condizioni operative estreme dell'aerospaziale; fusione precisa di alloggiamenti per apparecchiature avioniche in acciaio inossidabile (316L), impermeabili e resistenti alla corrosione, con precisione dimensionale di livello CT5.
(II) Settori automobilistico e delle nuove energie
- Componenti del sistema di propulsione: Fusione di precisione con stampo in sabbia di alloggiamenti del turbocompressore in lega di alluminio (A356), alberi motore in acciaio legato (4140), con densità della fusione ≥99,8%, riducendo le perdite di potenza; fusione di supporti per batterie di veicoli elettrici in acciaio inossidabile (304), con design leggero (30% più leggero dell'acciaio) ed eccellente resistenza agli urti.
(III) Settore energetico e delle attrezzature industriali
- Componenti per attrezzature energetiche: Girante in lega di nichel fusa (Hastelloy C276) per reattore chimico, con elevata resistenza alla corrosione e adattabilità a mezzi acidi e alcalini; flangia in acciaio inossidabile fuso per turbine eoliche (316L), con precisione dimensionale CT6, che garantisce un collegamento preciso con la torre.
- Parti per macchinari industriali: Carcassa del cambio in acciaio legato fuso di precisione (4340), cursore guida in lega di alluminio (A6061) per macchine utensili, la cui superficie fusa può essere assemblata senza lavorazione secondaria, migliorando l'efficienza dell'equipaggiamento
efficienza della produzione.
(IV) Settore delle apparecchiature mediche e di alta gamma
- Componenti per apparecchiature mediche: Articolazioni artificiali in lega di titanio fusa (GR5), carcassa per strumenti chirurgici in acciaio inossidabile (316L), con buona biocompatibilità e rugosità superficiale Ra≤0,8μm, conforme agli standard igienici di livello medico.
- Componenti strumentali di alta gamma: base dello strumento in lega di alluminio pressofusa (ADC12), alloggiamento del sensore in acciaio inossidabile (304), con accuratezza dimensionale CT5, che garantisce una stabile precisione di rilevamento dello strumento.
III. Supporto tecnologico principale
- Progettazione e simulazione full-process: la modellazione 3D delle fusioni viene eseguita mediante UG e Pro/E. Il software di simulazione della fusione MAGMASOFT viene utilizzato per simulare i processi di riempimento e solidificazione, prevedendo difetti come porosità da ritiro e cricche. Ciò consente l'ottimizzazione preliminare del sistema di alimentazione e di riser nonché dei parametri di processo, ottenendo un rendimento superiore al 98% alla prima passata.
- Processi di fusione di precisione multimensionale:
- Fusione a cera persa: adatta per parti complesse e con pareti sottili (spessore minimo della parete 0,8 mm) e per componenti ad alta precisione (classe CT4-CT6), come pale di motori aeronautici e giunti medici;
- Fusione a cera persa con sabbia: utilizzando la modellazione con sabbia resinosa, è adatta per fusioni di medie e grandi dimensioni (peso massimo 500 kg) e per parti prodotte in serie, come carcasse di turbine automobilistiche e flange per turbine eoliche;
- Fusione rapida: combinando la tecnologia della stampa 3D in cera e stampi in sabbia, i prototipi possono essere consegnati già in 7-10 giorni, eliminando la necessità di creare stampi e riducendo i costi di ricerca e sviluppo. - Sistema rigoroso di ispezione qualità:
- Prove sui materiali: gli spettrometri verificano la composizione, le macchine per prove di trazione e i durometri testano le proprietà meccaniche;
- Prove non distruttive: radiografia (RT), ultrasuoni (UT) e prova con liquidi penetranti (PT) garantiscono l'assenza di difetti interni;
- Controllo dimensionale: macchine coordinate di misura (accuratezza ±0,001 mm) e scanner a luce blu eseguono ispezioni dimensionali complete conformi agli standard ISO 8062.
- Gestione Digitale della Produzione: Viene introdotto un sistema MES per garantire la tracciabilità completa del processo dall'ordine alla consegna, con monitoraggio in tempo reale di parametri chiave come temperatura e pressione della fusione. Sono inoltre previste linee di pulizia automatizzate (sabbiatura e lucidatura) e sistemi robotizzati di selezione per migliorare l'efficienza della produzione di massa e la coerenza del prodotto.
IV. Domande Frequenti (FAQ)
- D: Qual è il tempo di consegna per i prototipi di fusione di precisione? Quali informazioni di progetto sono necessarie?
R: Il tempo di consegna del prototipo è di 7-10 giorni. È richiesto un disegno tecnico 2D (con tolleranze indicate) o un modello 3D (formato STEP/IGS). Se si hanno requisiti specifici di prestazione (ad esempio resistenza alle alte temperature o alla corrosione), si prega di indicarli contestualmente. Consiglieremo materiali e processi adeguati.
- D: Quali sono le differenze negli scenari applicativi dei diversi processi di fusione? Come faccio a scegliere?
A: La fusione a cera persa è adatta per parti piccole complesse e ad alta precisione (come pale e giunti); la fusione in sabbia è adatta per parti di medie-grandi dimensioni prodotte in serie (come carcasse di turbine e flange); la fusione rapida è adatta a prototipi per R&S o produzioni di prova in piccoli lotti. Il nostro team di processo può consigliare la soluzione ottimale in base alle dimensioni, alla complessità, alla quantità del lotto e ai requisiti di precisione della parte.
- D: Quali accuratezza dimensionale e rugosità superficiale possono essere raggiunte per i getti? È richiesta lavorazione secondaria?
A: La precisione dimensionale può raggiungere i livelli CT4-CT7, con una rugosità superficiale di Ra ≤ 1,6μm. Per superfici critiche con requisiti di precisione estremamente elevati (ad esempio superfici di accoppiamento), forniamo servizi di finitura CNC successivi per garantire il rispetto dei requisiti di assemblaggio. Le superfici non di accoppiamento generalmente non richiedono lavorazioni secondarie e possono essere utilizzate direttamente. - D: Qual è la quantità minima d'ordine per la produzione di massa? La nostra capacità produttiva può gestire ordini urgenti?
A: Non esiste una quantità minima d'ordine rigorosa per la produzione di massa, e supportiamo ordini che vanno da 100 a 1 milione di pezzi. La nostra capacità produttiva annuale supera il milione di pezzi, e disponiamo di tre linee di fusione operative in parallelo. Possiamo regolare la nostra capacità produttiva per soddisfare ordini urgenti, consentendo una consegna accelerata entro 15-20 giorni (in base al volume dell'ordine).
- D: Potete fornire rapporti sulla qualità e certificati di conformità per i getti?
A: Sì! Ogni lotto sarà accompagnato da rapporti di ispezione del materiale, rapporti di controllo non distruttivo e rapporti di ispezione dimensionale. Per settori come aerospaziale, medico e altri, possiamo fornire certificati di conformità alle norme del settore, come AS9100 e ISO 13485, per garantire che i nostri prodotti soddisfino gli standard richiesti dai clienti.